射线检测技术介绍射线检测技术是目前在锅炉压力容器及管道施工检测中应用最广泛的一种检测方法
在各个行业由于检测对象的特点及要求质量等级的不同,执行的检测标准主要是 GB332-3-2025《钢熔化焊对接接头射线照相和质量分级》;JB/T4730-2025《承压设备无损检测》;SY/T4109-2025《石油天然气钢质管道无损检测》等标准,无论哪个标准都对射线检测提出的检测人员、检测设备、检测工艺、检测材料、检测环境等要求,现逐一分析:(以 JB/T4730-2025《承压设备无损检测》为例)一、射线检测技术等级根据 JB/T4730-2025《承压设备无损检测》规定,将射线检测技术等级分为3 级,A 级—低灵敏度技术;AB 级—中灵敏度技术;B 级—高灵敏度技术
明确承压设备对接焊接接头的制造、安装、在用时的射线检测,一般应采纳 AB级射线检测技术进行检测
对重要设备、结构、特别材料和特别焊接工艺制作的对接焊接接头,可采纳 B 级技术进行检测
根据标准,对于石油石化管道焊接接头的射线检测应采纳 AB 级
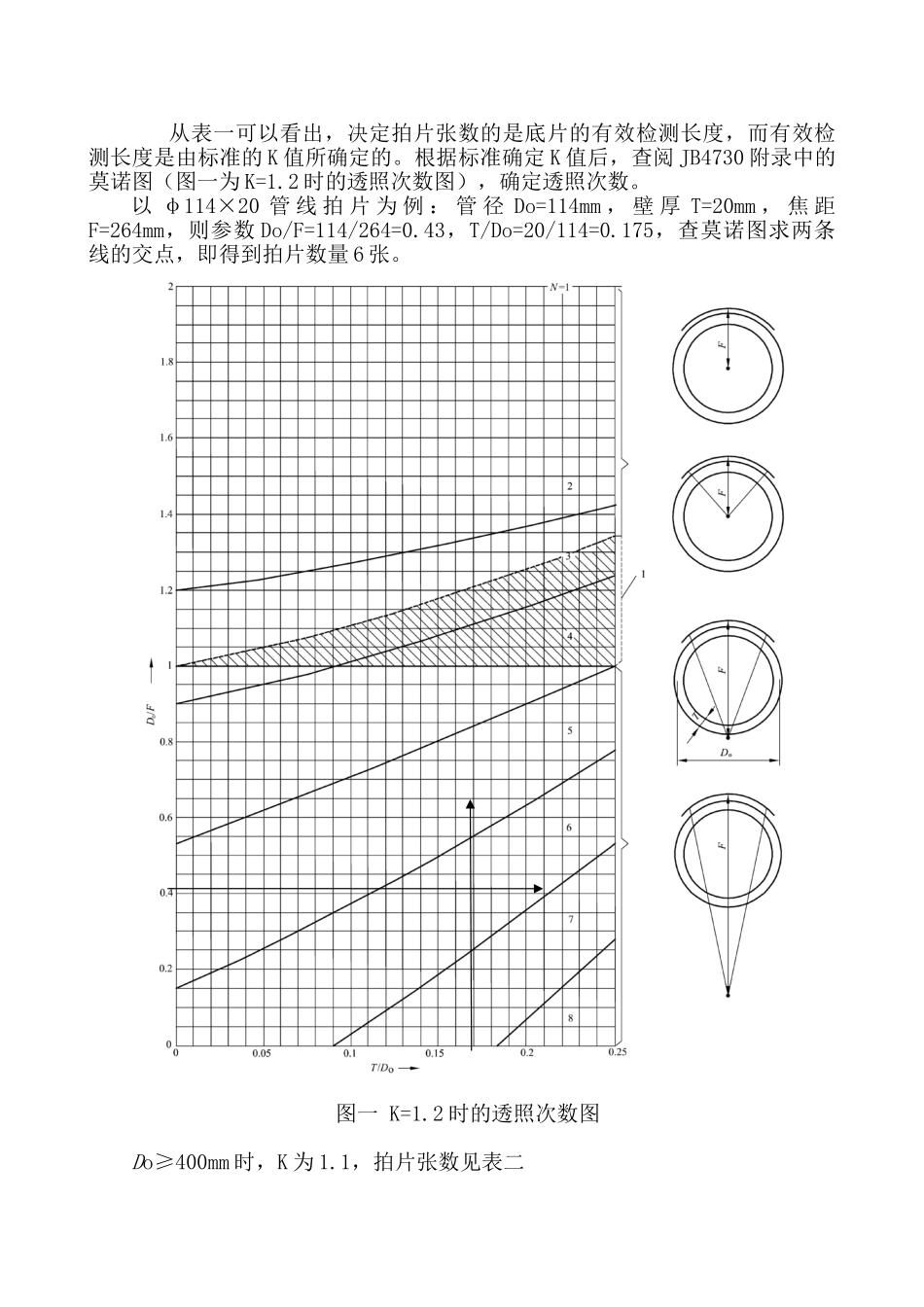
二、对于不同管径拍片张数的确定确定 AB 级射线检测技术等级后,就可以确定环焊缝检测的 K 值
K 值是反映射线检测裂纹检测率要求,根据标准,对 100mm<Do≤400mm 的环向对接焊接接头 K 值等于 1
2,拍片张数见表一:表一 100mm<Do≤400mm 管道环焊缝双壁单影透照次数计算表 相关公式F=D+150K现场检测布片焦距透照厚度比布片张数有效检测长度布片规格序号规格FK 一100mm<Do≤400mm 管道 1φ108×4-122581
82 150×802φ108×14-182581
52 150×803φ114×4-142641
59 150×804φ114×16-202641
66 150×805φ159×5-