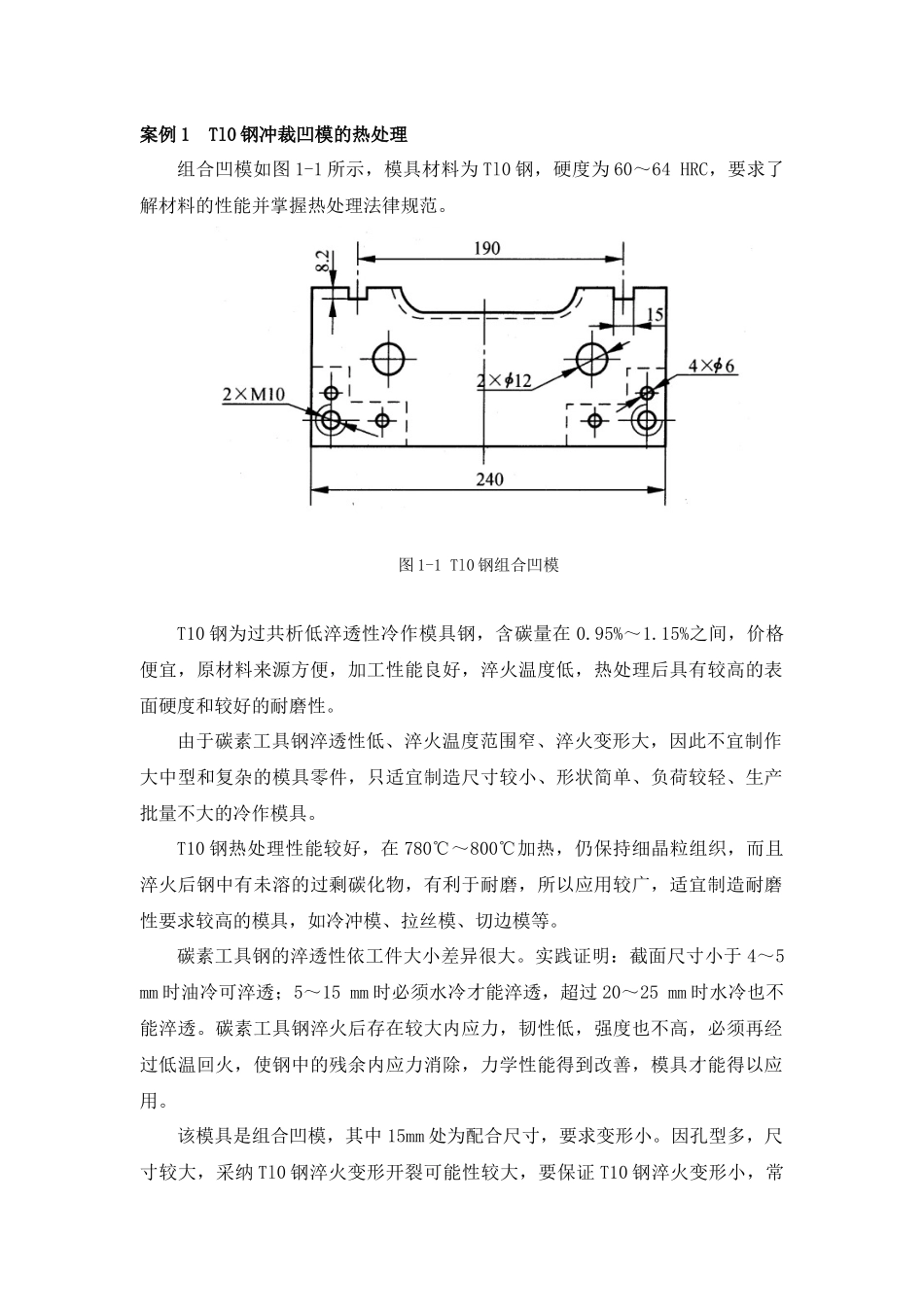
案例 1 Tl0 钢冲裁凹模的热处理组合凹模如图 1-1 所示,模具材料为 Tl0 钢,硬度为 60~64 HRC,要求了解材料的性能并掌握热处理法律规范
图 1-1 Tl0 钢组合凹模 T10 钢为过共析低淬透性冷作模具钢,含碳量在 0
15%之间,价格便宜,原材料来源方便,加工性能良好,淬火温度低,热处理后具有较高的表面硬度和较好的耐磨性
由于碳素工具钢淬透性低、淬火温度范围窄、淬火变形大,因此不宜制作大中型和复杂的模具零件,只适宜制造尺寸较小、形状简单、负荷较轻、生产批量不大的冷作模具
T10 钢热处理性能较好,在 780℃~800℃加热,仍保持细晶粒组织,而且淬火后钢中有未溶的过剩碳化物,有利于耐磨,所以应用较广,适宜制造耐磨性要求较高的模具,如冷冲模、拉丝模、切边模等
碳素工具钢的淬透性依工件大小差异很大
实践证明:截面尺寸小于 4~5 mm 时油冷可淬透;5~15 mm 时必须水冷才能淬透,超过 20~25 mm 时水冷也不能淬透
碳素工具钢淬火后存在较大内应力,韧性低,强度也不高,必须再经过低温回火,使钢中的残余内应力消除,力学性能得到改善,模具才能得以应用
该模具是组合凹模,其中 15mm 处为配合尺寸,要求变形小
因孔型多,尺寸较大,采纳 Tl0 钢淬火变形开裂可能性较大,要保证 T10 钢淬火变形小,常采纳碱浴分级淬火
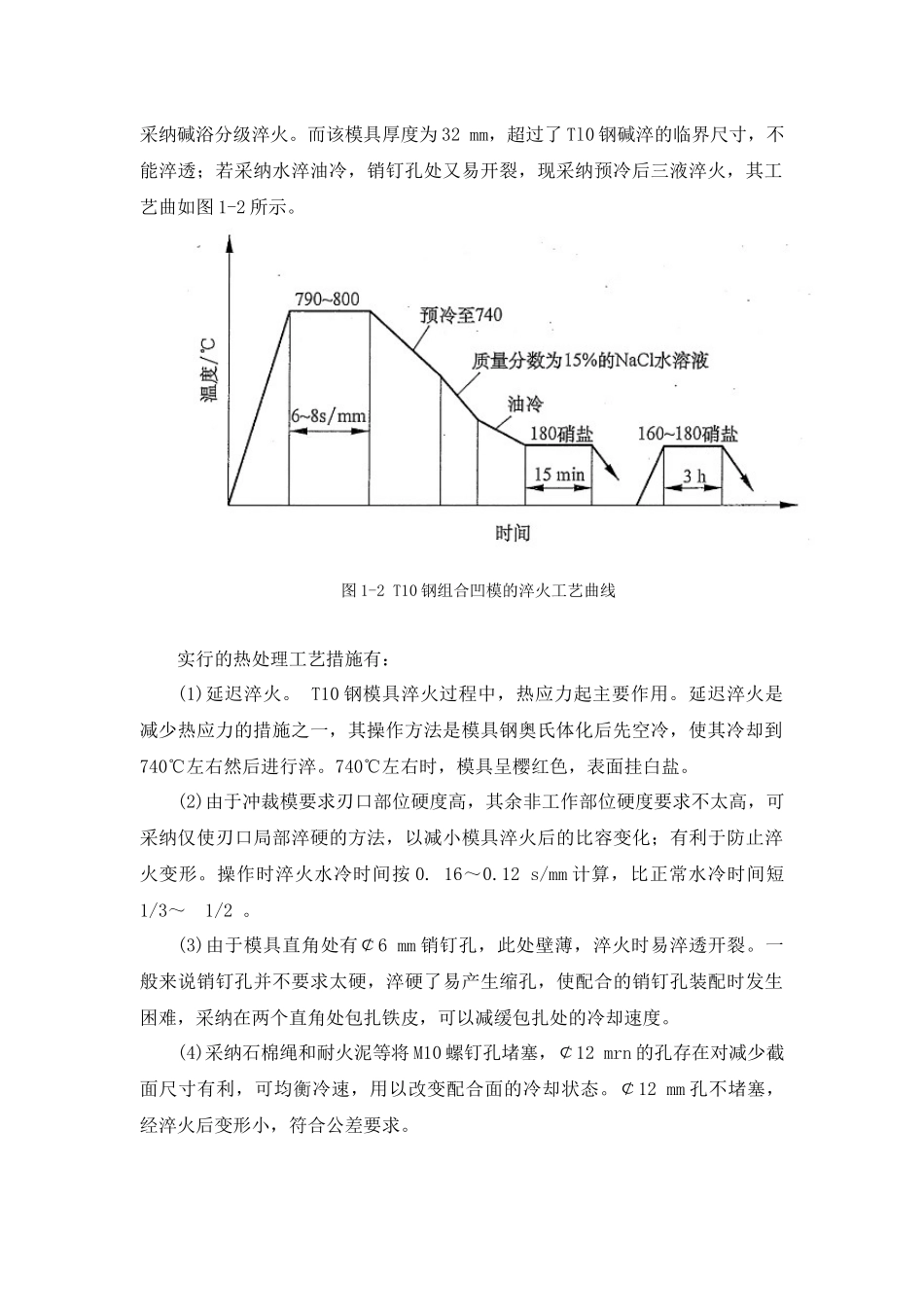
而该模具厚度为 32 mm,超过了 Tl0 钢碱淬的临界尺寸,不能淬透;若采纳水淬油冷,销钉孔处又易开裂,现采纳预冷后三液淬火,其工艺曲如图 1-2 所示
图 1-2 T10 钢组合凹模的淬火工艺曲线 实行的热处理工艺措施有:(1)延迟淬火
T10 钢模具淬火过程中,热应力起主要作用
延迟淬火是减少热应力的措施之一,其操作方法是模具钢奥氏体化后先空冷,使其冷却到740℃左右然后进行淬
740℃左右时,模具呈樱红色,表面挂白盐