幕墙施工方案幕墙构件加工制作玻璃构件加工制作玻璃构件在加工厂内进行,加工制作前制定加工工艺方案经审批后,方可进行加工制作
同时,玻璃构件加工制作使用的所有原材料均必须有出厂合格证明文件,其规格、质量等级符合设计要求,进场后按规定抽检复验合格
玻璃的加工应做好下列工序的质量预控:一、玻璃板块的裁切玻璃板块裁切下料前,应对设计施工图纸进行复核,核对项目经理部提供的玻璃构件规格,尺寸,加工要求后,方可进行下料裁切
玻璃板块裁切采纳全自动电脑切割机,将有关的下料尺寸输入电脑,由电脑控制进行高精度的裁切
二、璃板块钻孔、磨边玻璃的钻孔及磨边应在钢化前进行,玻璃的钻孔采纳全自动电脑钻孔机,加工前应对工程项目提供玻璃加工单的孔位尺寸进行仔细复核,确保无误方可输入电脑,由电脑控制进行定位钻孔
玻璃孔壁应进行磨削,磨削尺寸不小于 0
2mm,孔径偏差 0
1mm,孔位间直线度、垂直度公差士 1
5mm,并应满足安装要求
玻璃进行机械磨边,玻璃的磨边采纳大型电脑卧式双磨边机进行
玻璃的磨削尺寸不小于 0
磨削后尺寸偏差± 0
5mm,两对角线差值误差± 0
边缘不得有缺和斜曲
三、玻璃板块钢化玻璃板材钢化前应进行洗涤,采纳洗片机进行,洗涤后干燥,进行钢化
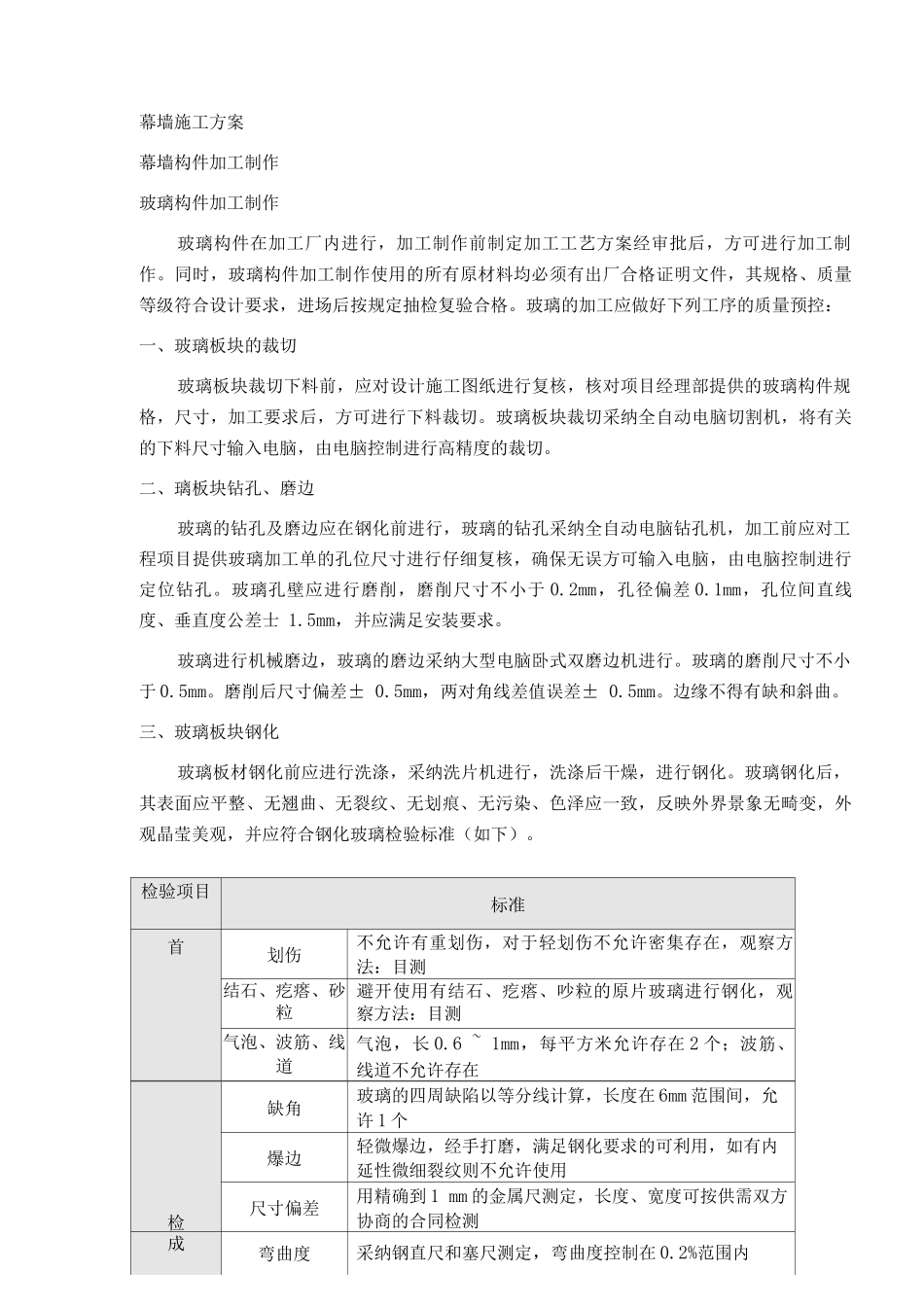
玻璃钢化后,其表面应平整、无翘曲、无裂纹、无划痕、无污染、色泽应一致,反映外界景象无畸变,外观晶莹美观,并应符合钢化玻璃检验标准(如下)
检验项目标准首划伤不允许有重划伤,对于轻划伤不允许密集存在,观察方法:目测结石、疙瘩、砂粒避开使用有结石、疙瘩、吵粒的原片玻璃进行钢化,观察方法:目测气泡、波筋、线道气泡,长 0
6 ~ 1mm,每平方米允许存在 2 个;波筋、线道不允许存在检缺角玻璃的四周缺陷以等分线计算,长度在 6mm 范围间,允许 1 个爆边轻微爆边,经手打磨,满足钢化要求的可利用,如有内延性微细裂纹则不允许使用尺寸偏