机械制造技术基础1
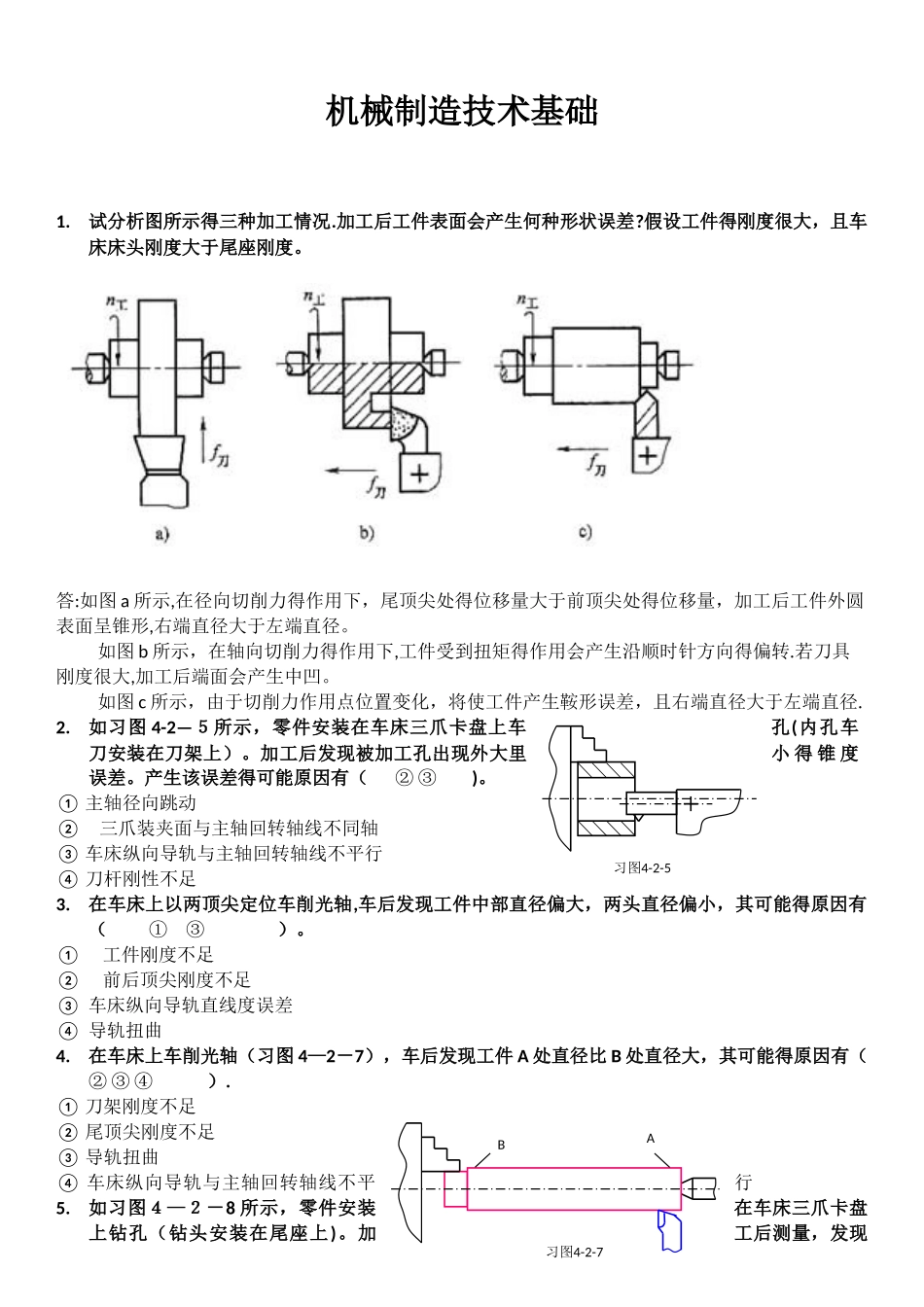
试分析图所示得三种加工情况
加工后工件表面会产生何种形状误差
假设工件得刚度很大,且车床床头刚度大于尾座刚度
答:如图 a 所示,在径向切削力得作用下,尾顶尖处得位移量大于前顶尖处得位移量,加工后工件外圆表面呈锥形,右端直径大于左端直径
如图 b 所示,在轴向切削力得作用下,工件受到扭矩得作用会产生沿顺时针方向得偏转
若刀具刚度很大,加工后端面会产生中凹
如图 c 所示,由于切削力作用点位置变化,将使工件产生鞍形误差,且右端直径大于左端直径
如习图 4-2—5所示,零件安装在车床三爪卡盘上车孔(内孔车刀安装在刀架上)
加工后发现被加工孔出现外大里小 得 锥 度误差
产生该误差得可能原因有( ② ③ )
① 主轴径向跳动 ② 三爪装夹面与主轴回转轴线不同轴 ③ 车床纵向导轨与主轴回转轴线不平行 ④ 刀杆刚性不足3
在车床上以两顶尖定位车削光轴,车后发现工件中部直径偏大,两头直径偏小,其可能得原因有( ① ③ )
① 工件刚度不足 ② 前后顶尖刚度不足 ③ 车床纵向导轨直线度误差 ④ 导轨扭曲4
在车床上车削光轴(习图 4—2-7),车后发现工件 A 处直径比 B 处直径大,其可能得原因有( ② ③ ④ )
① 刀架刚度不足 ② 尾顶尖刚度不足 ③ 导轨扭曲 ④ 车床纵向导轨与主轴回转轴线不平行5
如习图4—2-8 所示,零件安装在车床三爪卡盘上钻孔(钻头安装在尾座上)
加工后测量,发现习图4-2-5BA习图4-2-7孔径偏大
造成孔径偏大得可能原因有( ② ③ ④ )
① 车床导轨与主轴回转轴线不平行 ② 尾座套筒轴线与主轴回转轴线不同轴 ③ 刀具热变形 ④ 钻头刃磨不对称6
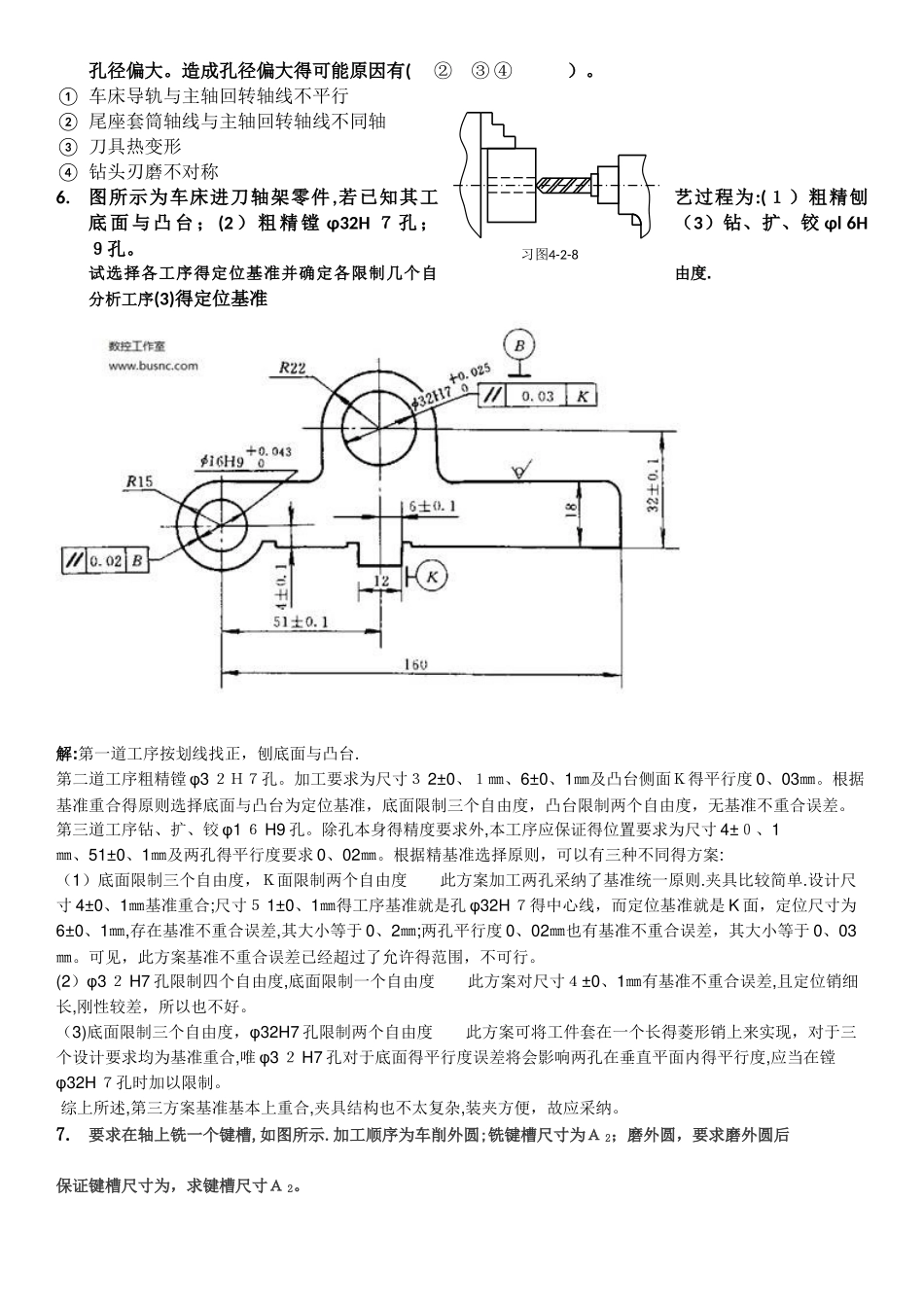
图所示为车床进刀轴架零件,若已知其工艺过程为:(1)粗精刨底 面 与 凸 台 ; (2 ) 粗 精 镗 φ32H 7 孔 ;(3)钻、扩、铰 φl 6H9孔
试选择各工序得定