主要还就是熟能手巧,板得厚度与点击得时间,还有电流都就是相连系得,要配合得很好
省气谈不上,只要不要过余得开得太大就行
还有钨针得最好尖一点,在焊接时,不要一开始就把针尖对着焊接处,先空打一下,将管子里得空气排出,这样焊就不会炸不会有黑斑,在点击完毕后不要马上拿开焊枪,等几秒,这样不锈钢在冷却时受氩气得保护,就样不会黑,连洗钢水与抛光片都省了
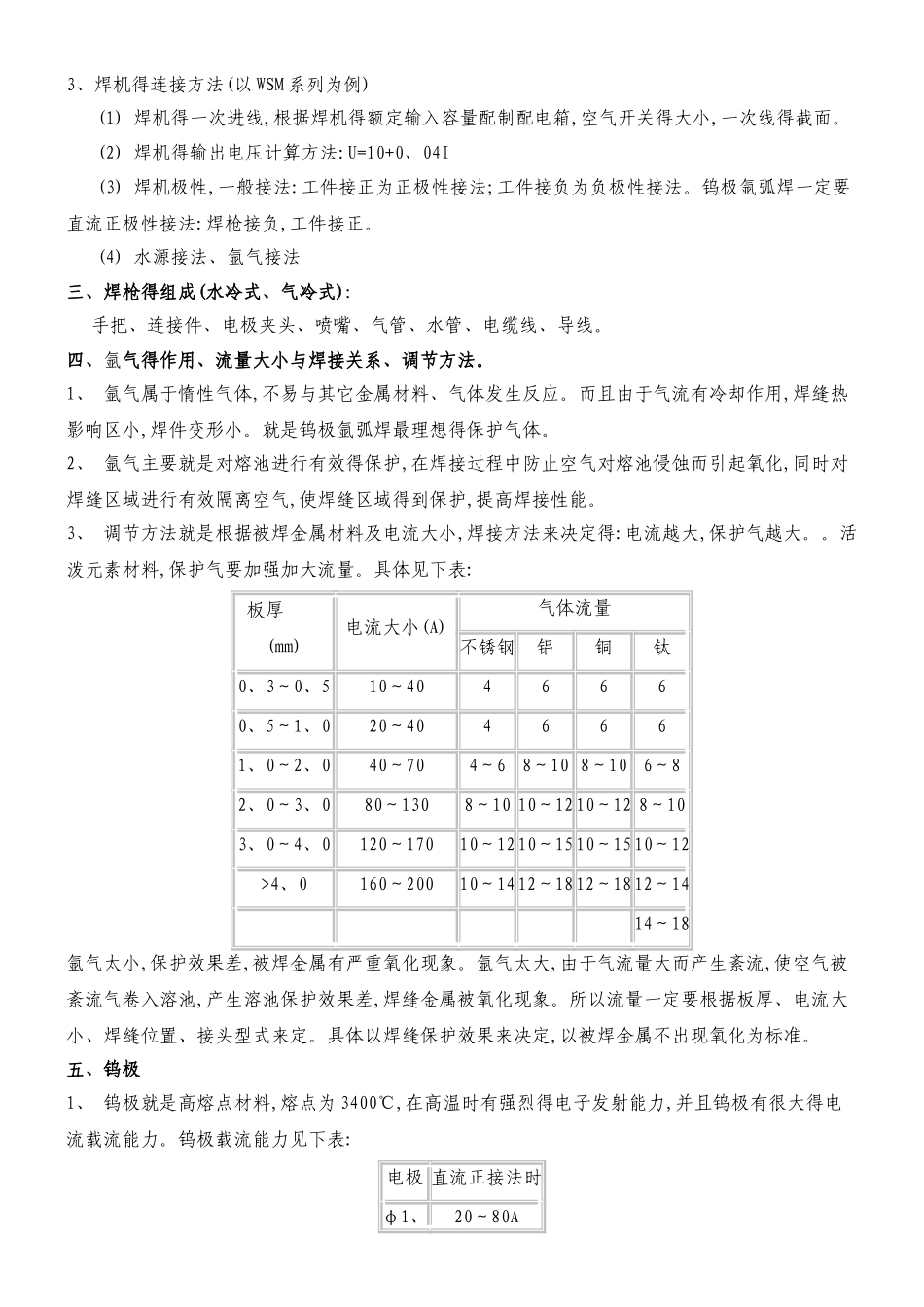
这只能针对点焊,假如长距离得拖焊就没办法了,板肯定要变色得,只有等抛光与清洗了
氩弧焊打底,电弧焊盖面算什么焊接方法
钨极氩弧焊就就是把氩气做为保护气体得焊接
借助产生在钨电极与焊体之间得电弧,加热与熔化焊材本身(在添加填充金属时也被熔化),而后形成焊缝金属
钨电极,熔池,电弧以及被电弧加热得连接缝区域,受氩气流得保护而不被大气污染
氩弧焊时,焊炬、填充金属及焊件得相对位置如下图: 弧长一般取 11、5 倍钨电极直径
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流得保护下,以防止其氧化
1、焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体
大电流焊枪长时间焊接还需使用水冷焊枪
3、氩气纯度 氩弧焊时材质对氩气纯度得要求 金属材料 铬镍不锈钢 太难熔金属 氩气纯度(%) ≥99、7 ≥99、98 4、钨极伸出喷嘴得长度,一般取 12 倍钨极直径,钨电极与焊件距离(弧长)一般取 1、5 倍以下钨电极直径
喷嘴大小等则在焊接电流值确定后再选定
焊接区得通风
在不能进行通风得局部空间施焊时,应戴供给新奇空气面罩或防毒面具壁厚 δ 在 3<δ≤16mm 时,选用 V 形坡口,其坡口形式图 3 3<δ≤16mm 时, V 形坡口坡口形式壁厚 δ 在 δ>16mm 时,选用 U 形或 V 形坡口,坡口形δ>16mm 时, U 形或 V 形坡口得坡口形式13、 对口