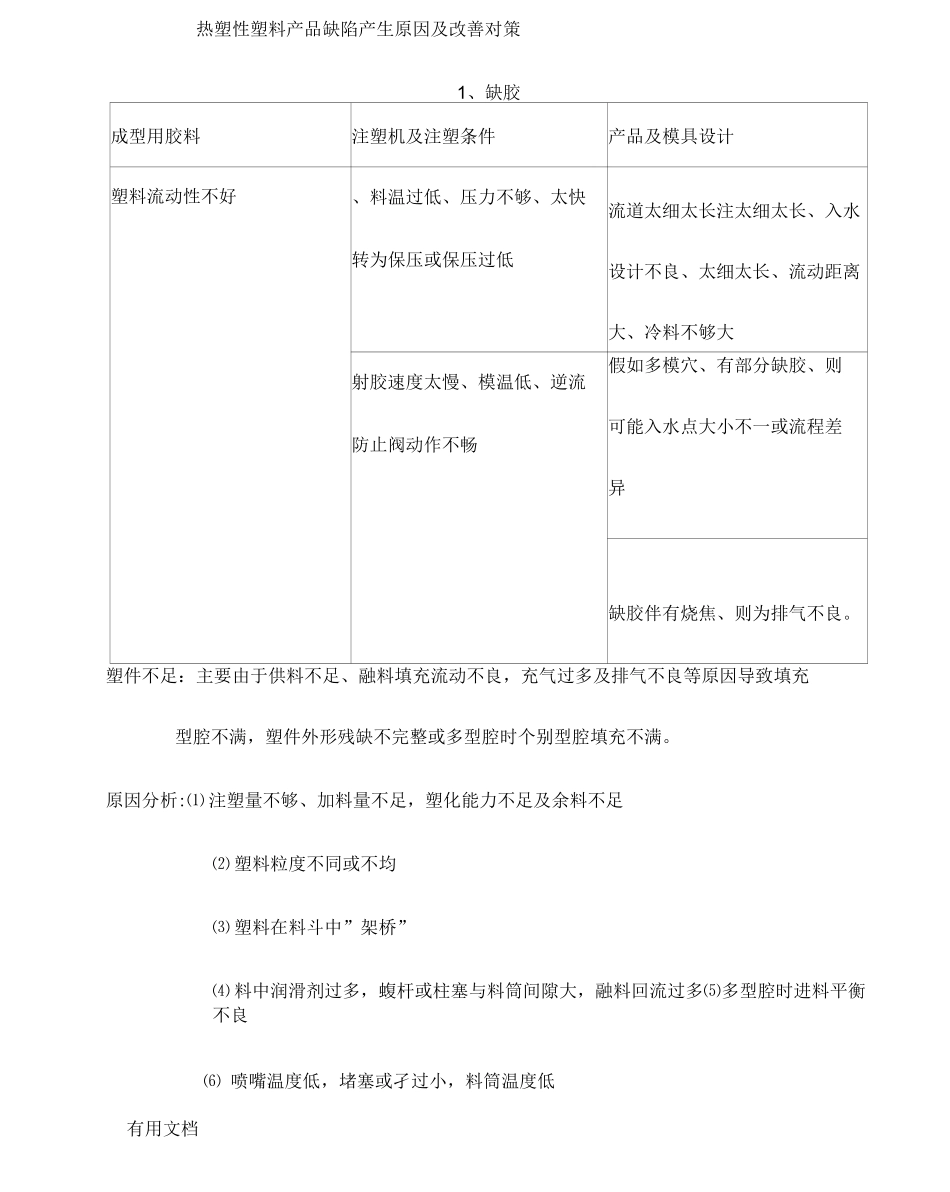
热塑性塑料产品缺陷产生原因及改善对策1、缺胶成型用胶料注塑机及注塑条件产品及模具设计塑料流动性不好、料温过低、压力不够、太快转为保压或保压过低流道太细太长注太细太长、入水设计不良、太细太长、流动距离大、冷料不够大射胶速度太慢、模温低、逆流防止阀动作不畅假如多模穴、有部分缺胶、则可能入水点大小不一或流程差异缺胶伴有烧焦、则为排气不良
塑件不足:主要由于供料不足、融料填充流动不良,充气过多及排气不良等原因导致填充型腔不满,塑件外形残缺不完整或多型腔时个别型腔填充不满
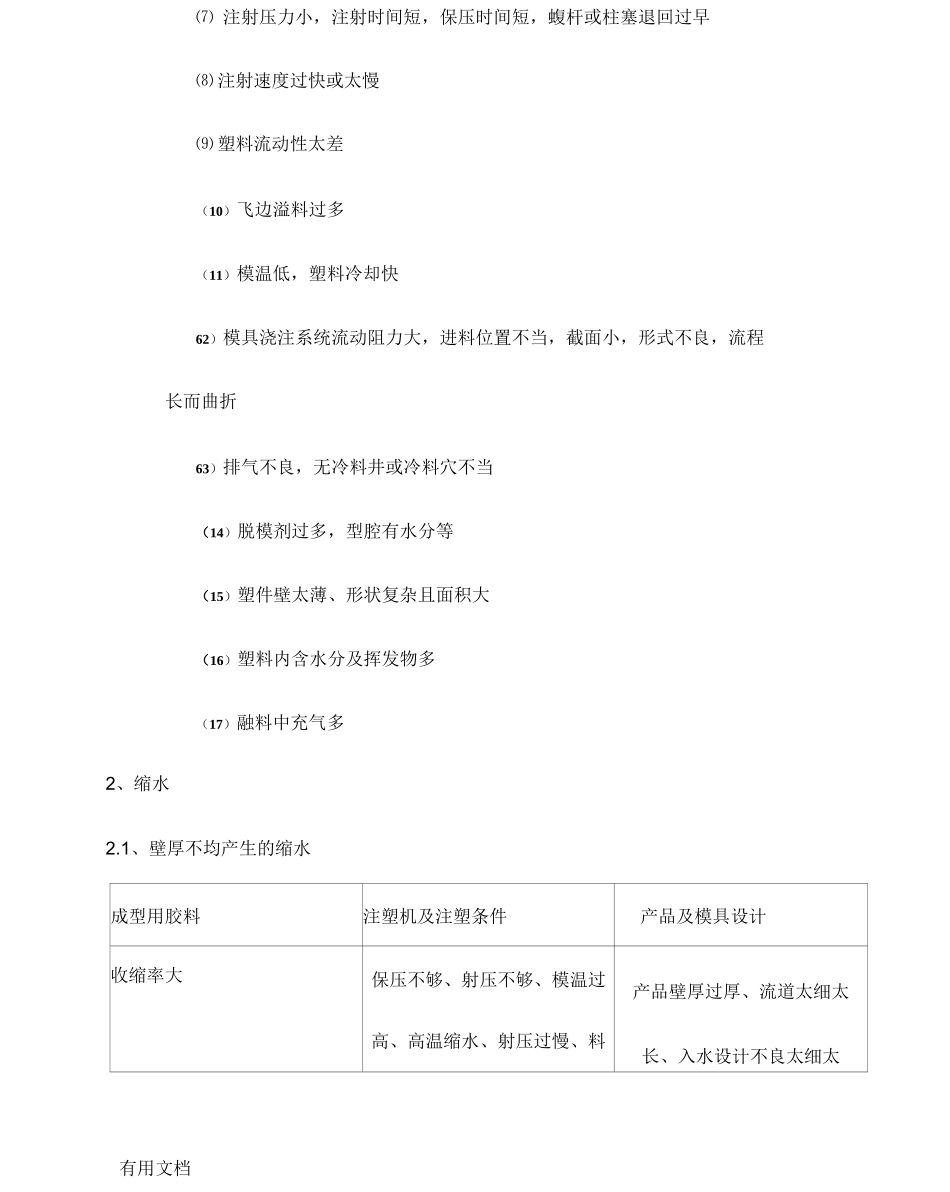
原因分析:⑴ 注塑量不够、加料量不足,塑化能力不足及余料不足⑵ 塑料粒度不同或不均⑶ 塑料在料斗中”架桥”⑷ 料中润滑剂过多,蝮杆或柱塞与料筒间隙大,融料回流过多⑸多型腔时进料平衡不良⑹ 喷嘴温度低,堵塞或孑过小,料筒温度低有用文档⑺ 注射压力小,注射时间短,保压时间短,蝮杆或柱塞退回过早⑻ 注射速度过快或太慢⑼ 塑料流动性太差(10)飞边溢料过多(11)模温低,塑料冷却快62)模具浇注系统流动阻力大,进料位置不当,截面小,形式不良,流程长而曲折63)排气不良,无冷料井或冷料穴不当(14)脱模剂过多,型腔有水分等(15)塑件壁太薄、形状复杂且面积大(16)塑料内含水分及挥发物多(17)融料中充气多2、缩水2
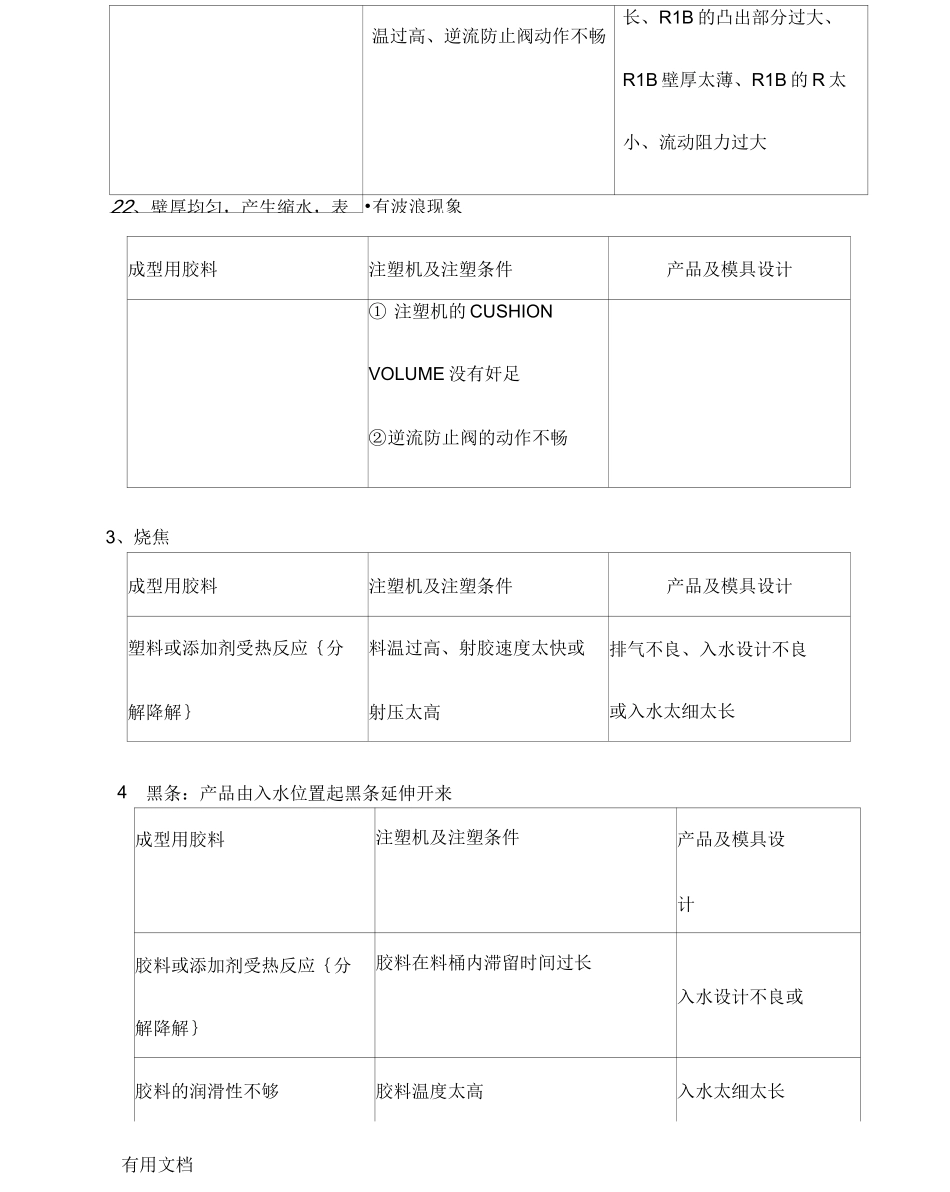
1、壁厚不均产生的缩水成型用胶料注塑机及注塑条件产品及模具设计收缩率大保压不够、射压不够、模温过高、高温缩水、射压过慢、料产品壁厚过厚、流道太细太长、入水设计不良太细太有用文档温过高、逆流防止阀动作不畅长、R1B 的凸出部分过大、R1B 壁厚太薄、R1B 的 R 太小、流动阻力过大22、壁厚均匀,产生缩水,表 •有波浪现象成型用胶料注塑机及注塑条件产品及模具设计① 注塑机的 CUSHIONVOLUME 没有奸足②逆流防止阀的动作不畅3、烧焦成型用胶料注塑机及注塑条件产品及模具设计塑料或添加剂受热反应{分解降解}