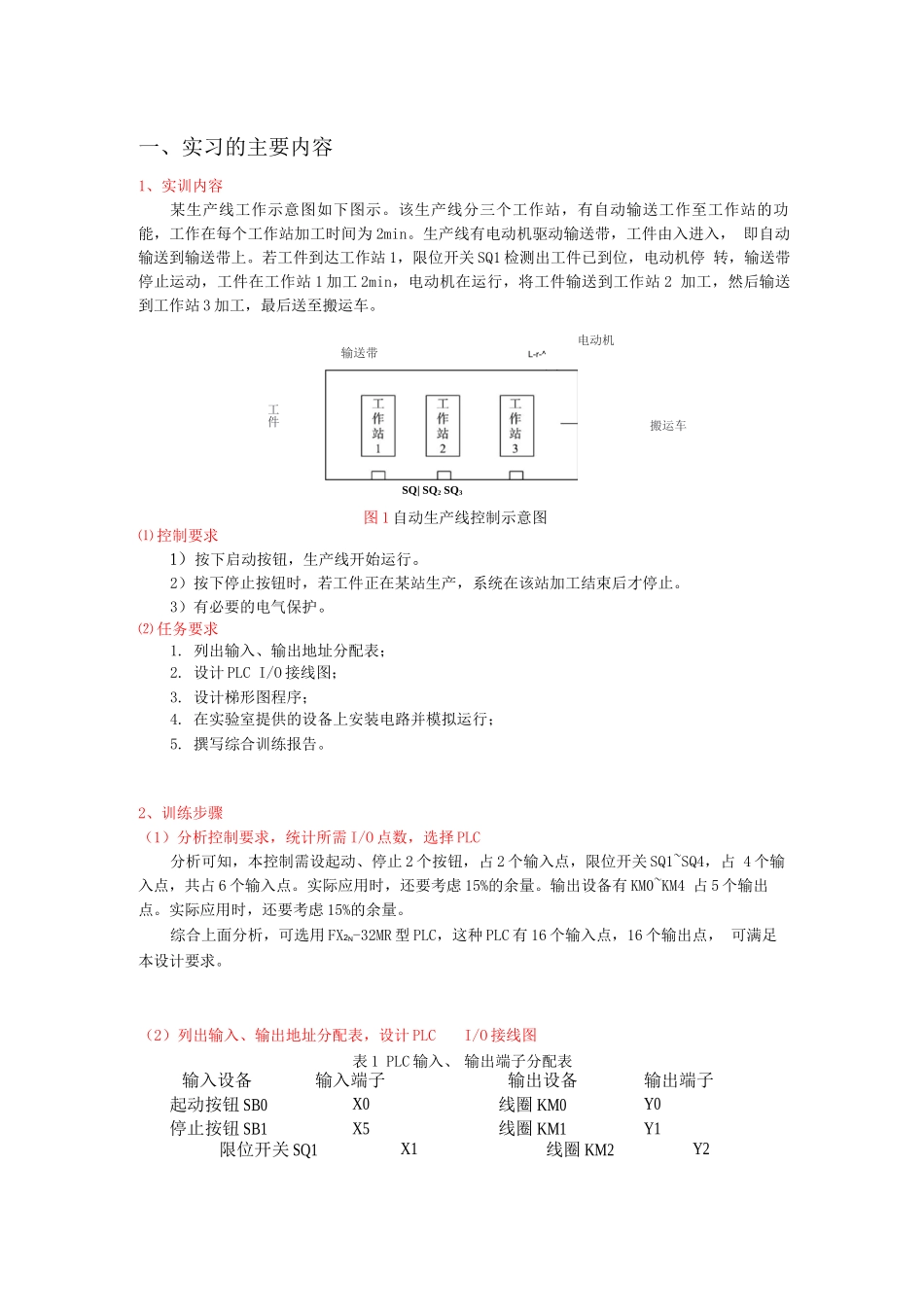
一、实习的主要内容1、实训内容某生产线工作示意图如下图示
该生产线分三个工作站,有自动输送工作至工作站的功 能,工作在每个工作站加工时间为 2min
生产线有电动机驱动输送带,工件由入进入, 即自动输送到输送带上
若工件到达工作站 1,限位开关 SQ1 检测出工件已到位,电动机停 转,输送带停止运动,工件在工作站 1 加工 2min,电动机在运行,将工件输送到工作站 2 加工,然后输送到工作站 3 加工,最后送至搬运车
⑴ 控制要求1)按下启动按钮,生产线开始运行
2)按下停止按钮时,若工件正在某站生产,系统在该站加工结束后才停止
3)有必要的电气保护
⑵ 任务要求1
列出输入、输出地址分配表;2
设计 PLC I/O 接线图;3
设计梯形图程序;4
在实验室提供的设备上安装电路并模拟运行;5
撰写综合训练报告
2、训练步骤(1)分析控制要求,统计所需 I/O 点数,选择 PLC分析可知,本控制需设起动、停止 2 个按钮,占 2 个输入点,限位开关 SQ1~SQ4,占 4 个输入点,共占 6 个输入点
实际应用时,还要考虑 15%的余量
输出设备有 KM0~KM4 占 5 个输出点
实际应用时,还要考虑 15%的余量
综合上面分析,可选用 FX2N-32MR 型 PLC,这种 PLC 有 16 个输入点,16 个输出点, 可满足本设计要求
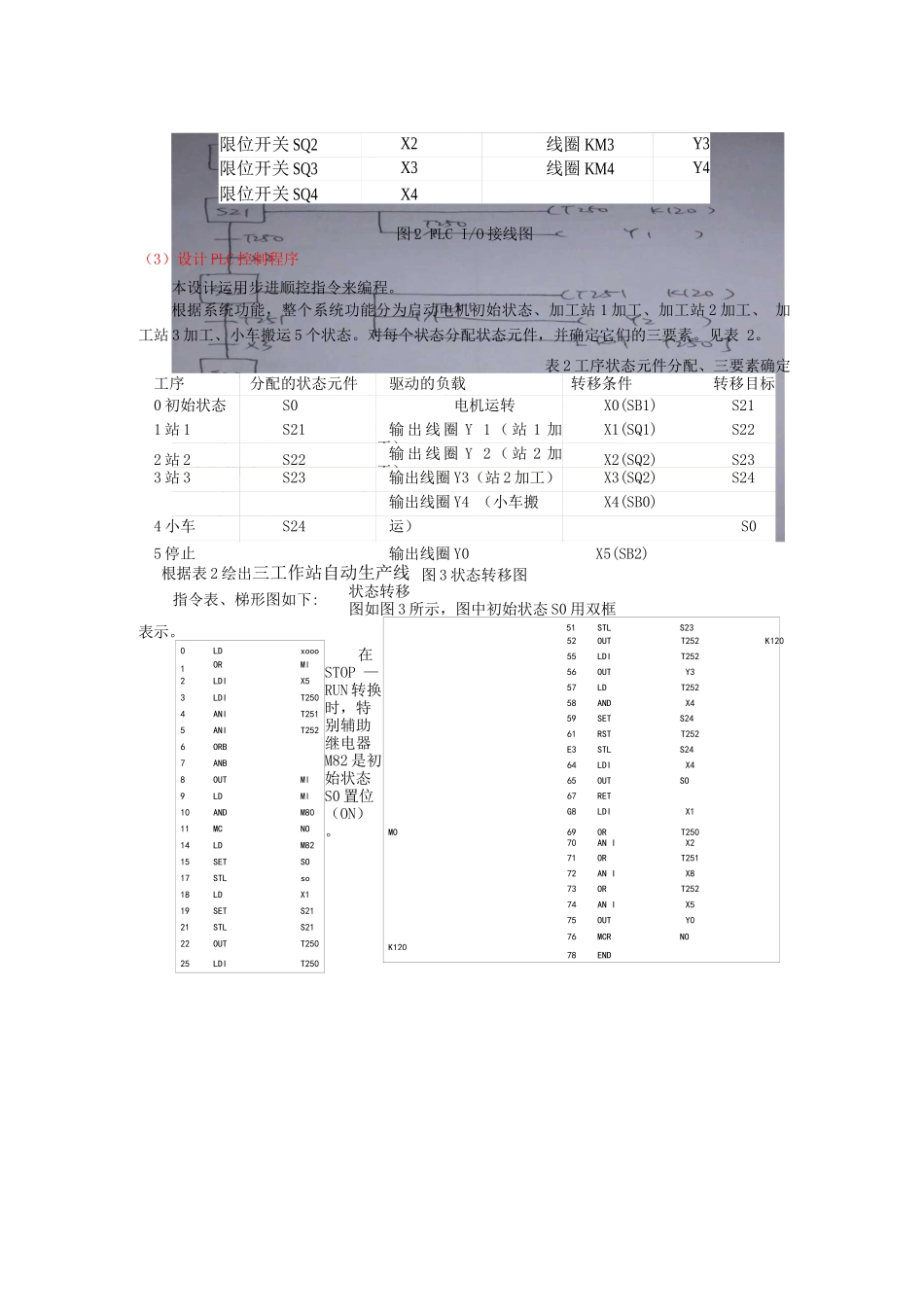
(2)列出输入、输出地址分配表,设计 PLCI/O 接线图表 1 PLC 输入、 输出端子分配表输入设备输入端子输出设备输出端子起动按钮 SB0X0线圈 KM0Y0停止按钮 SB1X5线圈 KM1Y1限位开关 SQ1X1线圈 KM2Y2电动机工件搬运车输送带L-r-^SQ| SQ2 SQ3图 1 自动生产线控制示意图限位开关 SQ2X2线圈 KM3Y3限位开关 SQ3X3线圈 KM4Y4限位开关 SQ4X4图 2 PLC I/O