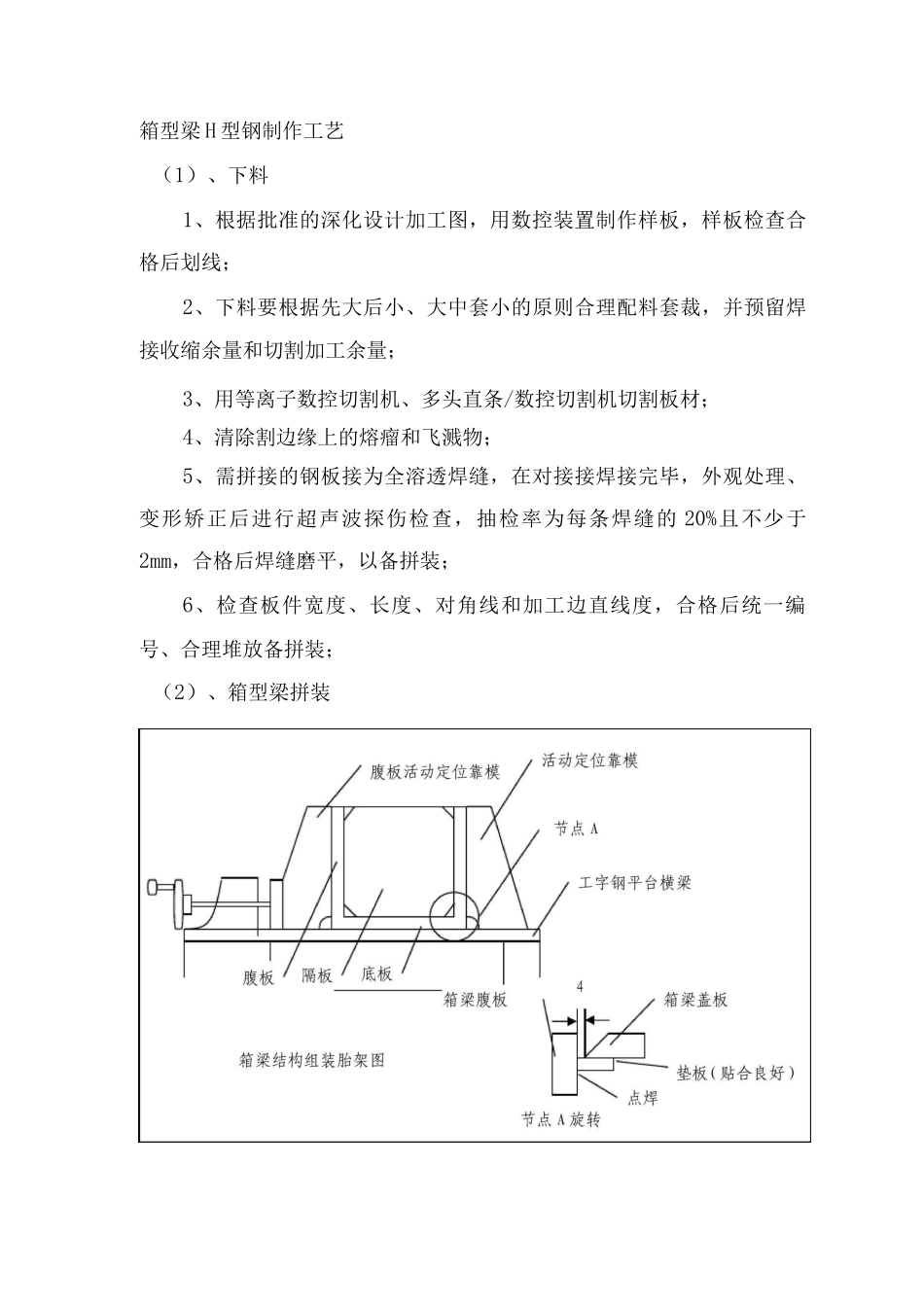
箱型梁 H 型钢制作工艺(1)、下料1、根据批准的深化设计加工图,用数控装置制作样板,样板检查合格后划线;2、下料要根据先大后小、大中套小的原则合理配料套裁,并预留焊接收缩余量和切割加工余量;3、用等离子数控切割机、多头直条/数控切割机切割板材;4、清除割边缘上的熔瘤和飞溅物;5、需拼接的钢板接为全溶透焊缝,在对接接焊接完毕,外观处理、变形矫正后进行超声波探伤检查,抽检率为每条焊缝的 20%且不少于2mm,合格后焊缝磨平,以备拼装;6、检查板件宽度、长度、对角线和加工边直线度,合格后统一编号、合理堆放备拼装;(2)、箱型梁拼装1 )、组装前沿焊缝边缘每边 50mm 范围内铁锈、毛刺、污垢等应清除洁净;2)、在专用胎具上拼装(如上图所示);3)、根据构件端面尺寸分别调整胎架;4)、在装配基准板上划出其它板件的组装线,检查后做出标记;5)、组装采纳一个方向装配,相邻板件拼接缝的间距应大于 3mm;6)、考虑焊接收缩,构件截面方向按每条焊缝约 2mm 预留收缩量,长度方向按总长的 3%
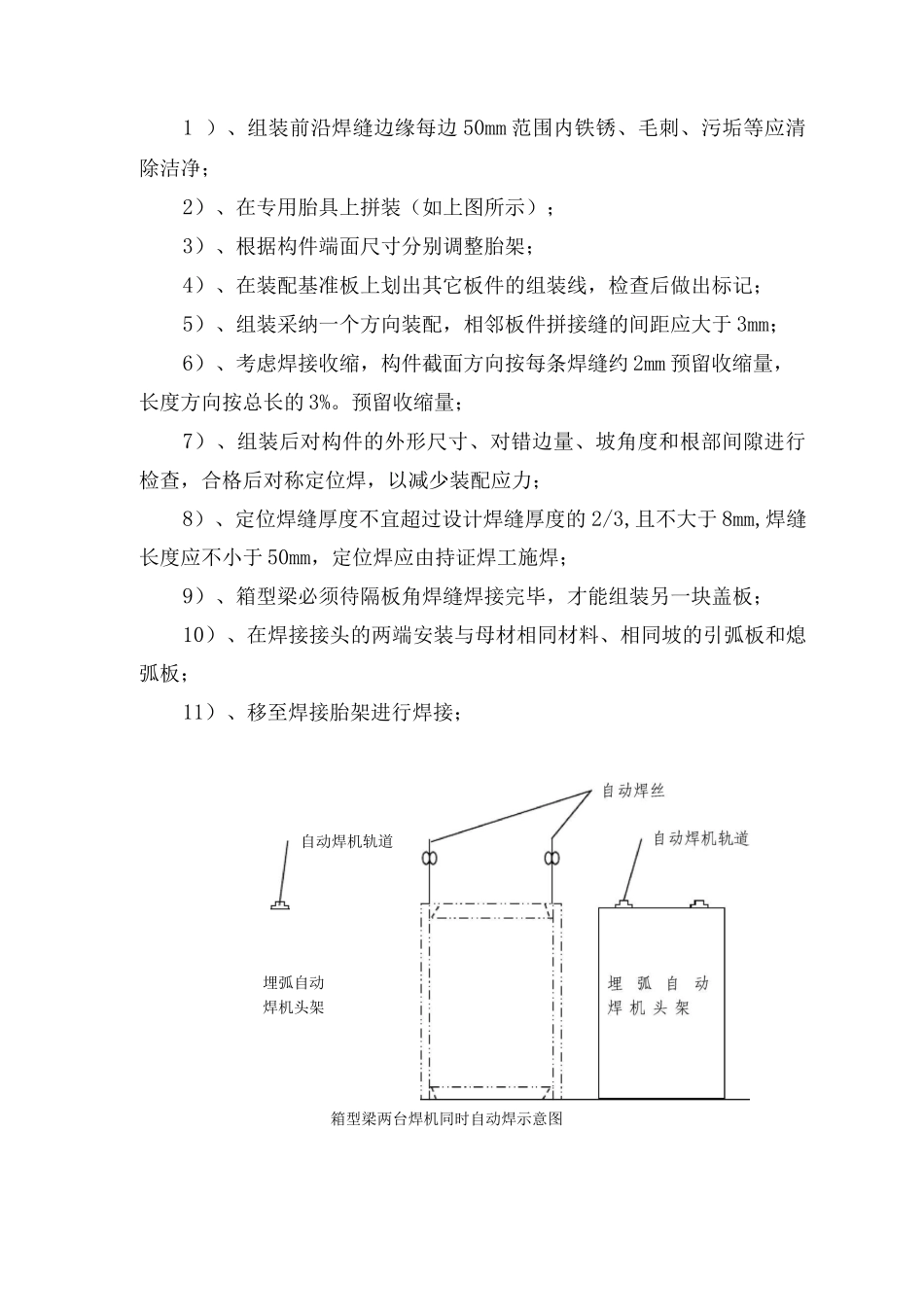
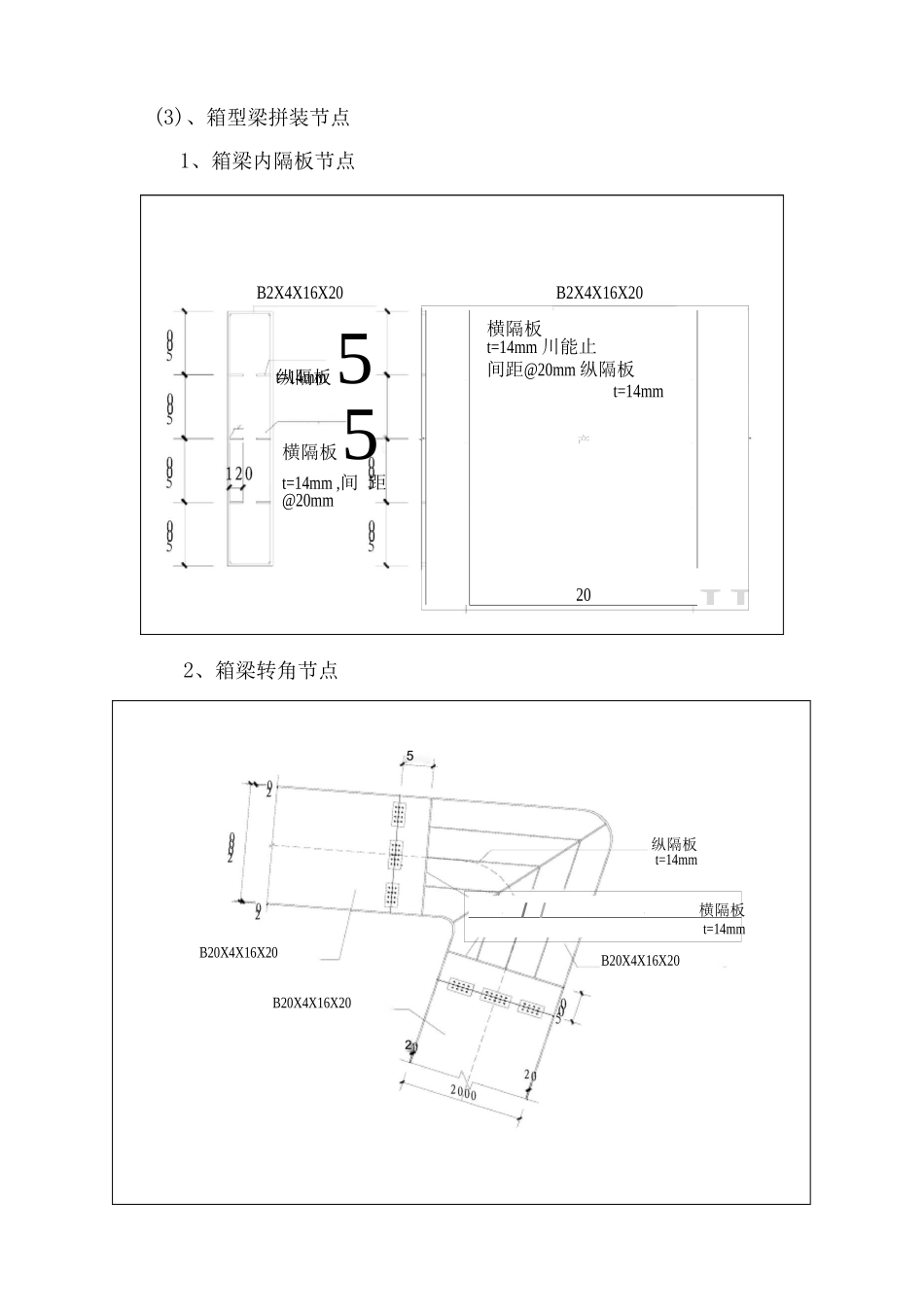
预留收缩量;7)、组装后对构件的外形尺寸、对错边量、坡角度和根部间隙进行检查,合格后对称定位焊,以减少装配应力;8)、定位焊缝厚度不宜超过设计焊缝厚度的 2/3,且不大于 8mm,焊缝长度应不小于 50mm,定位焊应由持证焊工施焊;9)、箱型梁必须待隔板角焊缝焊接完毕,才能组装另一块盖板;10)、在焊接接头的两端安装与母材相同材料、相同坡的引弧板和熄弧板;11)、移至焊接胎架进行焊接;箱型梁两台焊机同时自动焊示意图埋弧自动焊机头架自动焊机轨道(3)、箱型梁拼装节点1、箱梁内隔板节点B2X4X16X20纵隔板5t=14mm横隔板5t=14mm ,间 距@20mm横隔板t=14mm 川能止间距@20mm 纵隔板t=14mm产20HB2X4X16X20B20X4X16X20B20X4X16X202、箱梁