技术交底第 1 页共 10 页工程名称无砟轨道编制时间 编制单位 接收单位无砟轨道作业一队交底内容轨道精调技术交底编制人1 目的法律规范轨道精调施工过程,保证轨道精调精度
2 编制依据(1)《高速铁路无砟轨道工程施工精调作业指南》(铁建设函【2025】674 号)(2)《客运专线无砟轨道铁路工程测量暂行规定》(铁建设【2025】189 号)(3)《高速铁路工程测量法律规范》(TB10601-2025)3 适用范围适用于 轨道精调
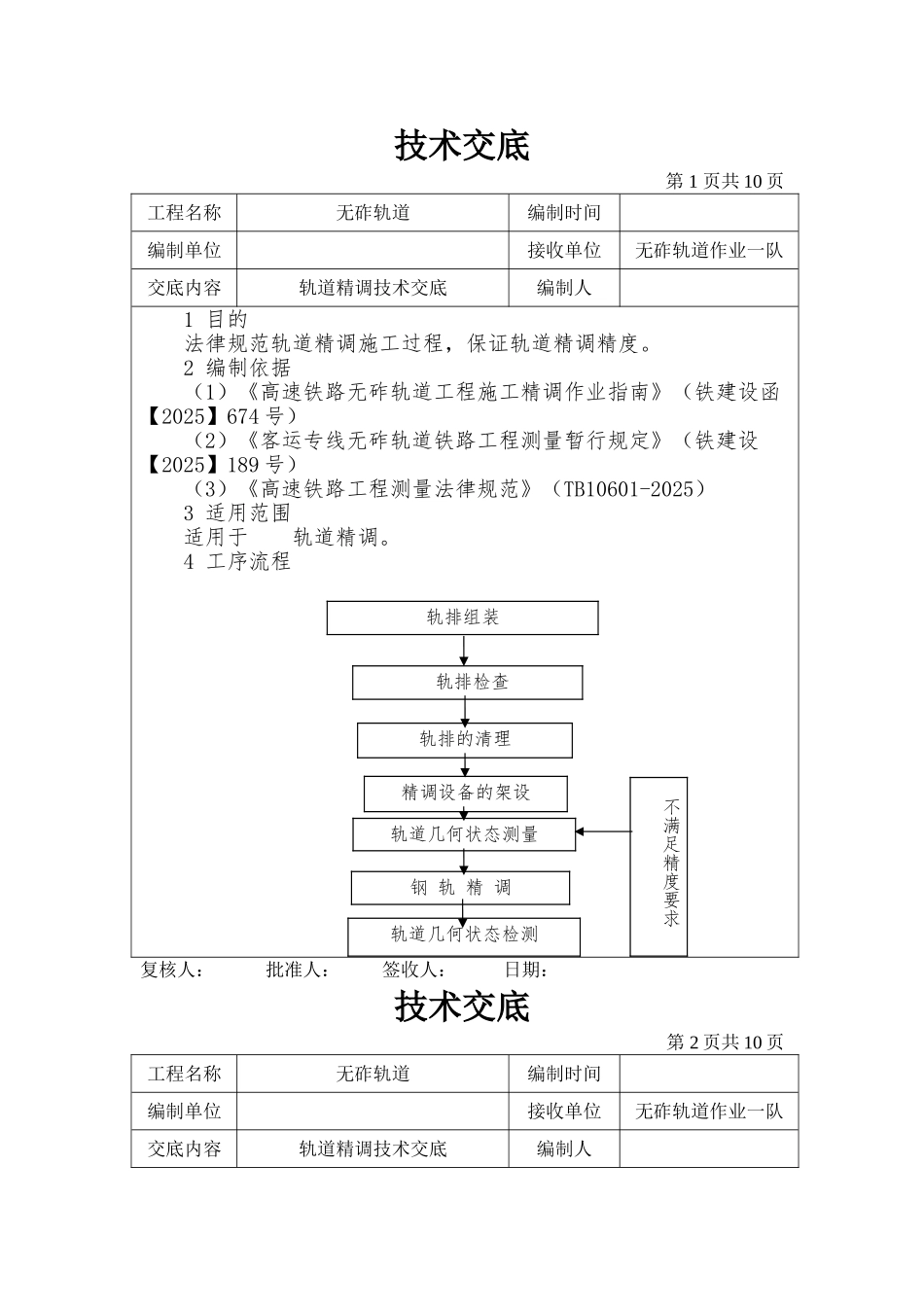
4 工序流程 复核人: 批准人: 签收人: 日期:技术交底第 2 页共 10 页工程名称无砟轨道编制时间 编制单位 接收单位无砟轨道作业一队交底内容轨道精调技术交底编制人轨排组装 轨排检查 轨排的清理 精调设备的架设轨道几何状态测量钢 轨 精 调轨道几何状态检测 不满足精度要求5
1 轨排粗调5
1 轨排组装检测(1)用墨线在底座板上弹出轨排组纵、横向位置
(2)双块式轨枕布枕允许偏差为±5mm
(3)用钢尺丈量每两组轨排之间的纵向间距,在底座两边确定轨排的横向位置
(4)安装扣件及轨排并检查外观质量
2 轨排粗调定位后测量与调整规定(1)粗调设备支撑轨排
(2)通过 CPIII 测量轨排
(3)计算获得轨排调整量
(4)按调整量调整轨排
(5)轨排粗调到位后,安装螺杆支撑器固定轨排
3 轨排粗调轨排粗调采纳全站仪,道尺完成轨排初步调整
调整原则为先中线后高程,高程误差宁低勿高,中线误差越小越好
全站仪采纳自由设站法定位,设站时至少观测附近 4 对 CPⅢ点,全站仪测设轨道中线、高程误差,并使用螺柱支腿等轨排架横向、纵向调整机构完成轨排粗调整
轨排粗调完成后,相邻两排架间采纳夹板联接
利用轨道排架横向、竖向调整机构完成轨排的粗调工作,根据先中线后水平的顺序循环进行
复核人: 批准人: 签收人: 日期技术交底第 3 页