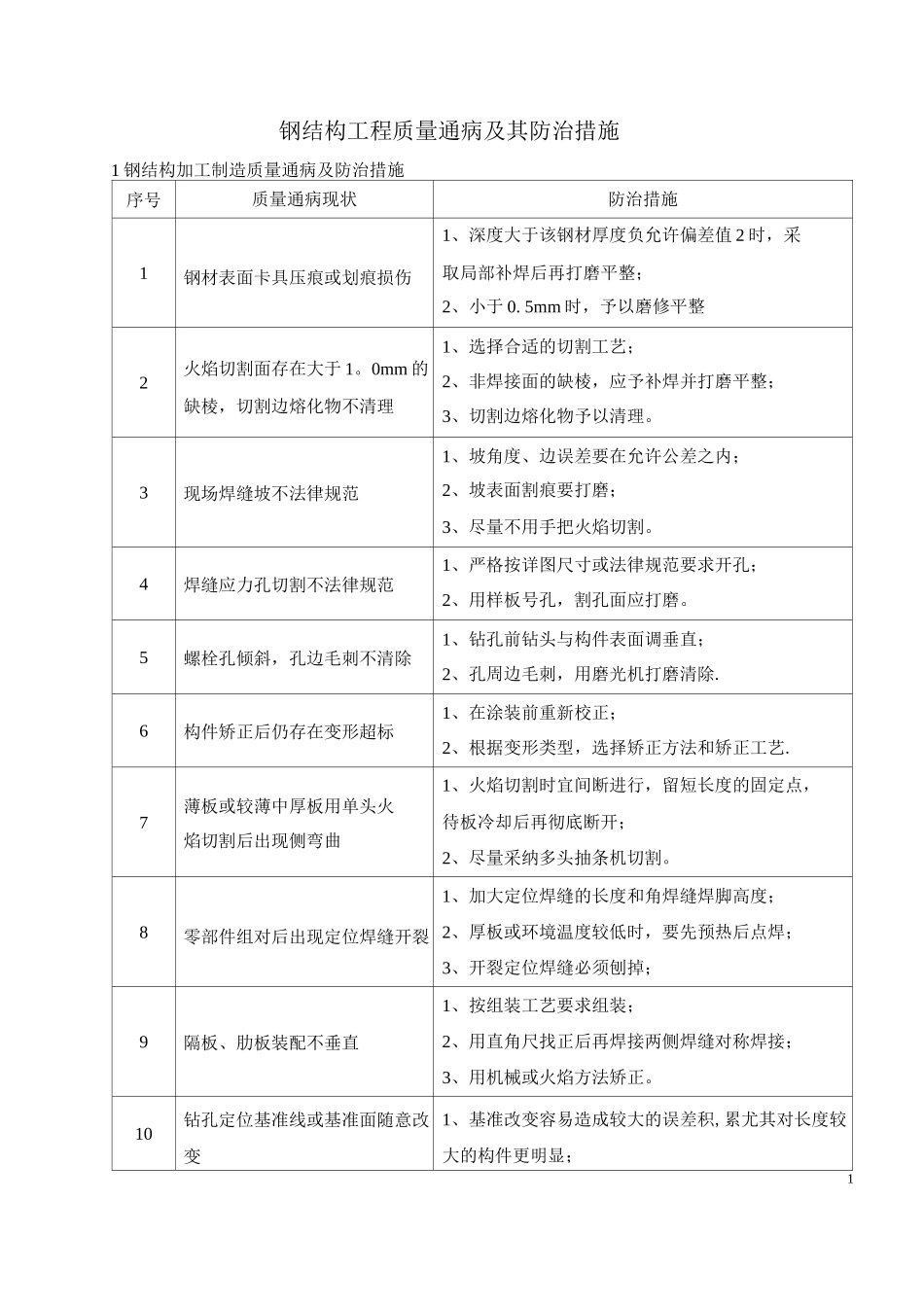
钢结构工程质量通病及其防治措施1 钢结构加工制造质量通病及防治措施序号质量通病现状防治措施1钢材表面卡具压痕或划痕损伤1、深度大于该钢材厚度负允许偏差值 2 时,采取局部补焊后再打磨平整;2、小于 0
5mm 时,予以磨修平整2火焰切割面存在大于 1
0mm 的缺棱,切割边熔化物不清理1、选择合适的切割工艺;2、非焊接面的缺棱,应予补焊并打磨平整;3、切割边熔化物予以清理
3现场焊缝坡不法律规范1、坡角度、边误差要在允许公差之内;2、坡表面割痕要打磨;3、尽量不用手把火焰切割
4焊缝应力孔切割不法律规范1、严格按详图尺寸或法律规范要求开孔;2、用样板号孔,割孔面应打磨
5螺栓孔倾斜,孔边毛刺不清除1、钻孔前钻头与构件表面调垂直;2、孔周边毛刺,用磨光机打磨清除
6构件矫正后仍存在变形超标1、在涂装前重新校正;2、根据变形类型,选择矫正方法和矫正工艺
7薄板或较薄中厚板用单头火焰切割后出现侧弯曲1、火焰切割时宜间断进行,留短长度的固定点,待板冷却后再彻底断开;2、尽量采纳多头抽条机切割
8零部件组对后出现定位焊缝开裂1、加大定位焊缝的长度和角焊缝焊脚高度;2、厚板或环境温度较低时,要先预热后点焊;3、开裂定位焊缝必须刨掉;9隔板、肋板装配不垂直1、按组装工艺要求组装;2、用直角尺找正后再焊接两侧焊缝对称焊接;3、用机械或火焰方法矫正
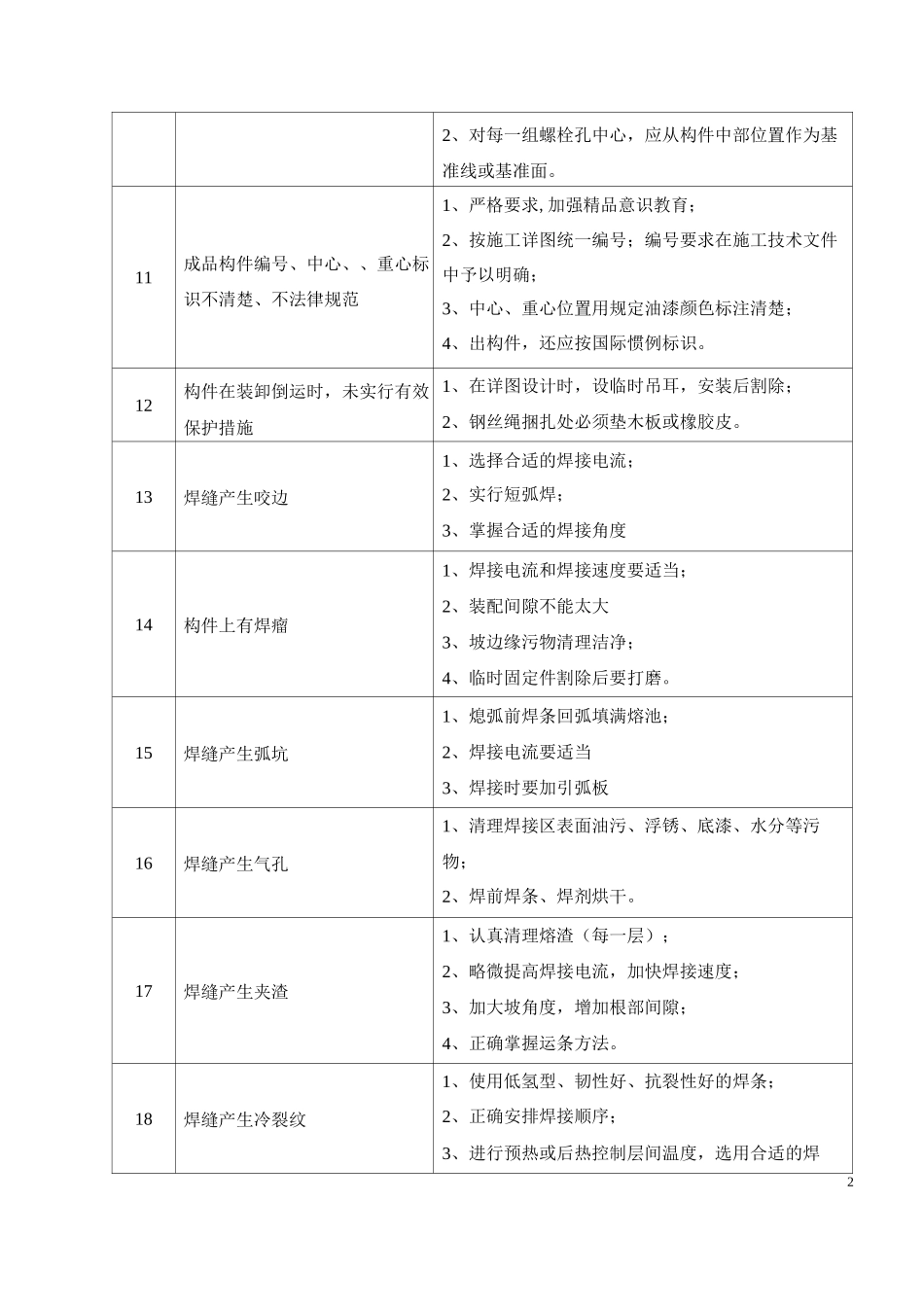
10钻孔定位基准线或基准面随意改变1、基准改变容易造成较大的误差积,累尤其对长度较大的构件更明显;12、对每一组螺栓孔中心,应从构件中部位置作为基准线或基准面
11成品构件编号、中心、、重心标识不清楚、不法律规范1、严格要求,加强精品意识教育;2、按施工详图统一编号;编号要求在施工技术文件中予以明确;3、中心、重心位置用规定油漆颜色标注清楚;4、出构件,还应按国际惯例标识
12构件在装卸倒运时,未实行有效保护措施1、在详图设计时,设临时吊耳,安