张家港保税区热电厂二期工程锅炉、汽机、电气设备安装工程锅炉焊接施工方案中国化学工程第六建设公司二 二年三月二十七日目录一、编制说明二、编制依据三、工程概况四、施工准备五、焊接工艺六、焊后热处理七、质量检验八、焊接安全注意事项九、劳动力需用一览表十、焊接质量保证体系十一、锅炉安装焊工配备表十二、施工机具需用量计划表1 编制说明本方案系根据我公司承建中国神马尼龙 66 盐 130t/h 循环流化床锅炉施工经验而编制的初步方案
在 施工前将结合锅炉设计、安装场地的实际情况另行编制详细的施工方案
2 编制依据2
1 蒸汽锅炉安全技术监察规程2
2 电力建设施工及验收技术法律规范(火力发电厂焊接篇)DL57-922
3 焊接工艺评定(中化六建)3 工程概况3
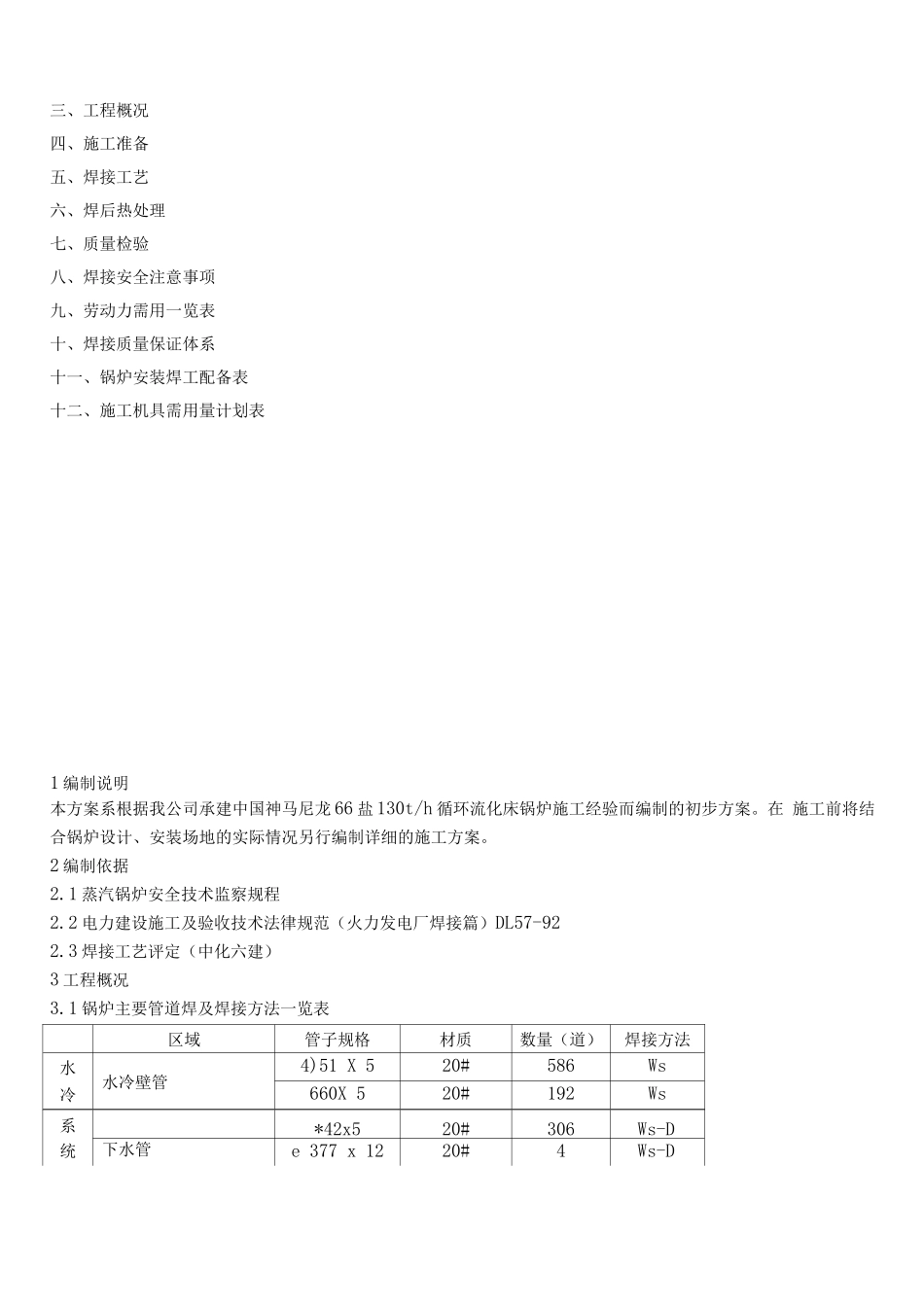
1 锅炉主要管道焊及焊接方法一览表区域管子规格材质数量(道)焊接方法水冷水冷壁管4)51 X 520#586Ws660X 520#192Ws系统*42x520#306Ws-D下水管e 377 x 1220#4Ws-D* 273 x820#8Ws-D*108x520#58Ws-D顶部连接管*89x520#8Ws-D*108x520#56Ws-D*133x620#78Ws-D高温过热器一集汽集箱*133x612Cr1MoV16Ws-D过 热 八\、 器顶棚管及包墙管*42x520#237Ws*51x520#28Ws* 2 7 3x 1 620#4Ws-D低温过热器*42x520#156Ws*89x720#16Ws-D高温过热器集箱一管束*89x712Cr1MoV40Ws-D喷水减温器* 3 2 5x 2 520#2Ws-D自制冷凝水装置*133x620#2Ws-D*57x3
520#12Ws*25x3
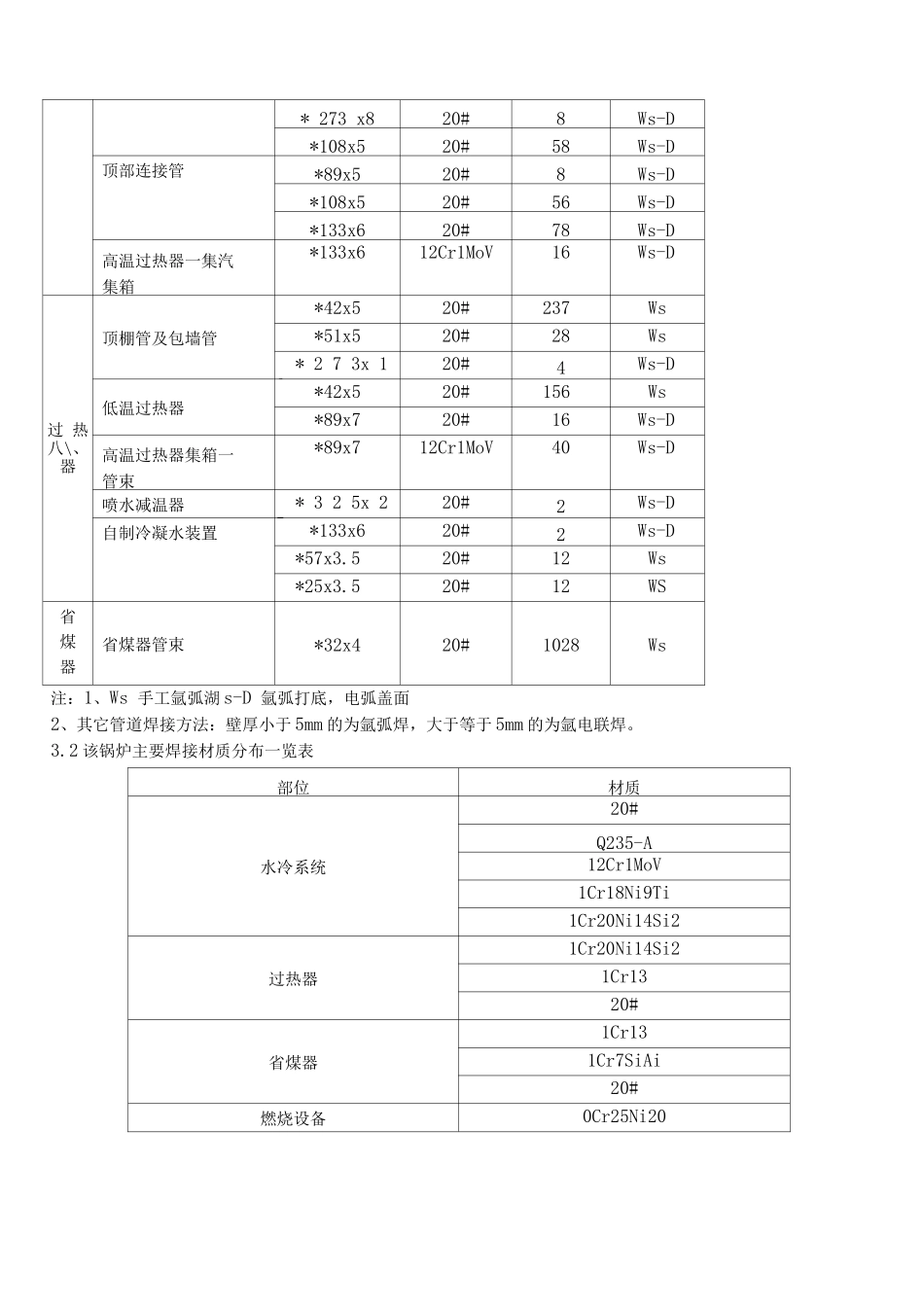
520#12WS省煤器省煤器管束*32x420#1028Ws注:1、Ws 手工氩弧湖 s-D 氩弧打底,电弧盖面2、其它管道焊接方法