钢结构制作方案1
原材料控制1
1 原材料验收所有主结构钢材由质量员、采购员等共同进行检验
1 材料检验方法主材(Q235B)及其连接件采纳 Q235B,其化学成分及力学性能应符合《碳素结构钢》(GB7 - 88)钢材在进厂时,应对钢厂的质量保证书、批号、化学成分和机械性能逐项数据与国标进行核对,钢材的品种规格应符合国家标准的规定或订货技术条件的规定,钢材外观质量必须均匀,不得有分层、夹渣、裂纹、非金属夹杂和明显的偏析等缺陷,锈蚀程度不能超过规定误差的 1/2 厚度;用凿子或砂轮清除钢材表面的腐蚀、麻点、划伤、压痕,其深度值应符合国家现行标准中的规定
钢材的形状和尺寸用钢尺、卡尺检查,允许偏差应符合(GB709 - 88 )标准中的规定
原材料复验根据法律规范和设计要求对钢材进行抽样复验
在工程使用的原材料上抽样,由监理参加,抽样样品送检测单位进行原材料的复验
原材料的检测项目应符合国家有关标准的规定和设计要求
2 焊接材料1
21 焊接接头的焊缝坡形式按《气焊、手工电弧焊及气体保护焊缝坡的基本形式与尺寸》(GB985 - 108)和《埋弧焊焊缝坡的基本形式与尺寸》(GB986 - 108)的要求选用
手工焊接:对于 Q235B 钢,采纳 E4301、E4303 型焊条,各种焊条应符合《碳素钢焊条》(GB1T5117 -95)的要求
自动焊或半自动焊接时采纳的焊丝和焊剂,应与主体金属的强度相匹配,并符合现行标准《熔化用焊丝》(GB/T1495- 1994)或《气体保护焊用焊丝》(GB/T4958 - 1994)的规定
2 焊接材料的检验由质量员、材料员共同进行
首先检验质量证明书的各种技术参数符合法律规范标准和设计要求;焊接材料的外包装应该完好无缺,抽样检查无受潮、锈蚀等缺陷
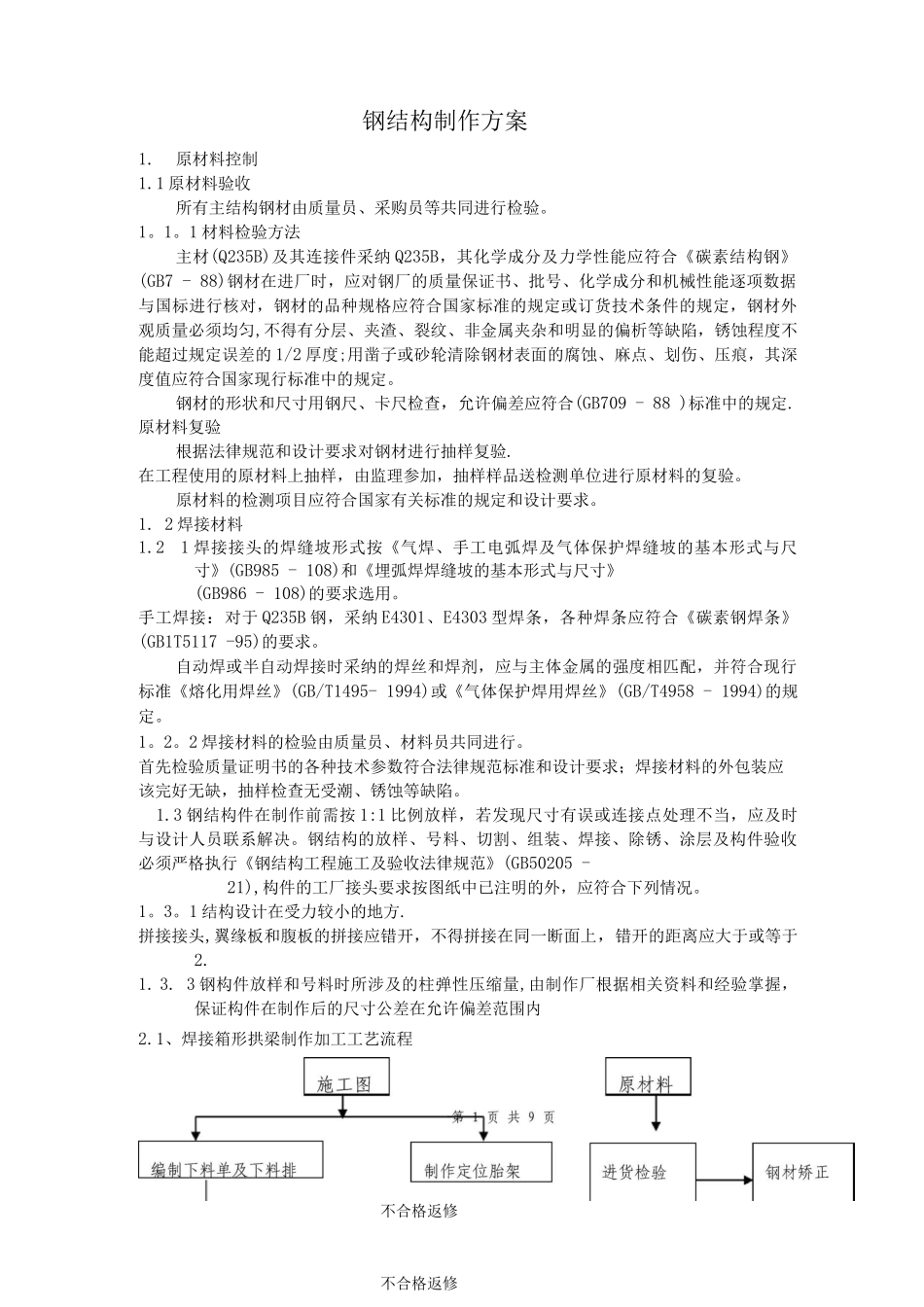
3 钢结构件在制作前需按 1:1 比例放样,若发现尺寸有误或连接点处理不