防火门工程施工工艺及相关要求(一)防火门施工方案一、钢质防火门生产工艺流程1
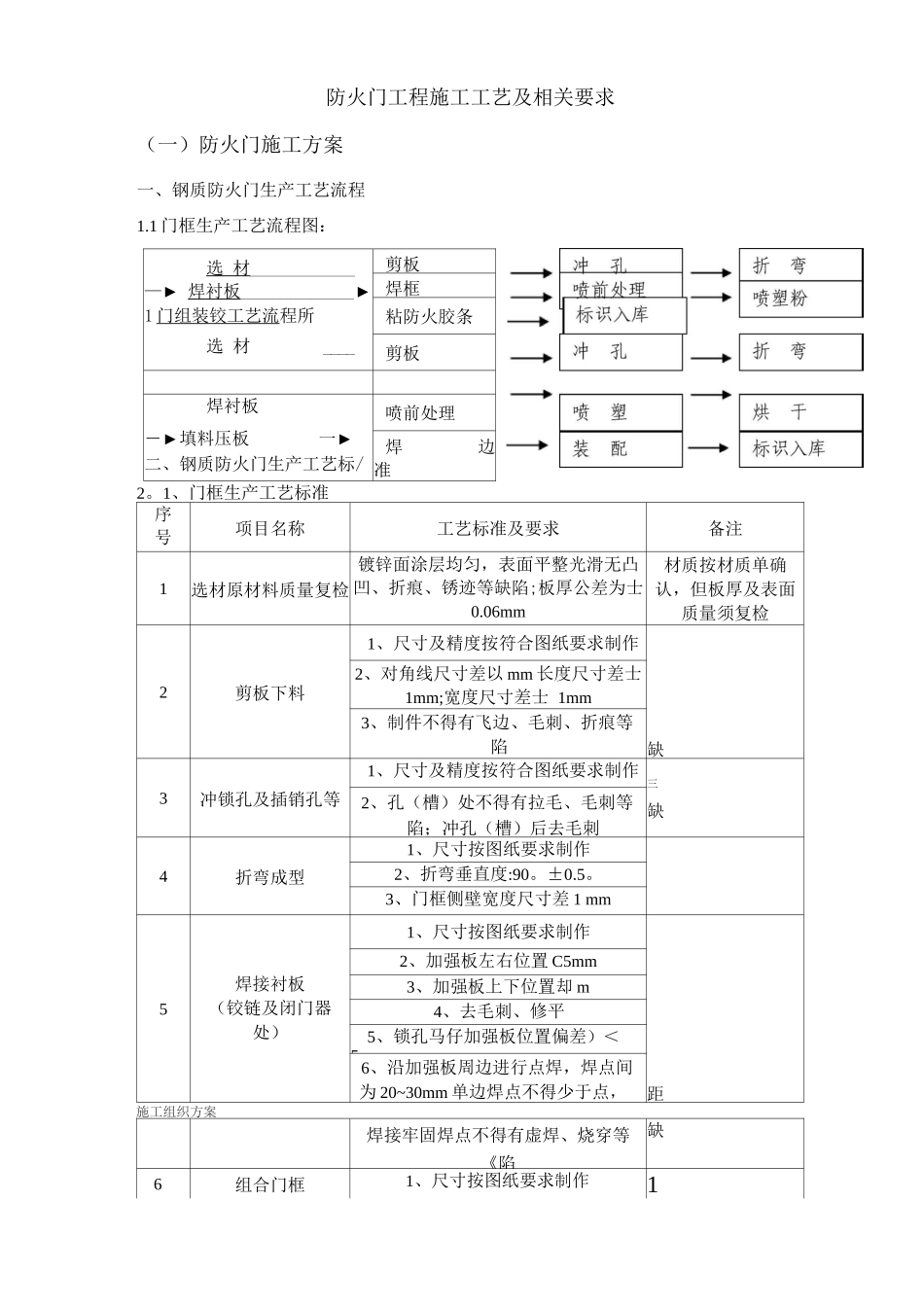
1 门框生产工艺流程图:2
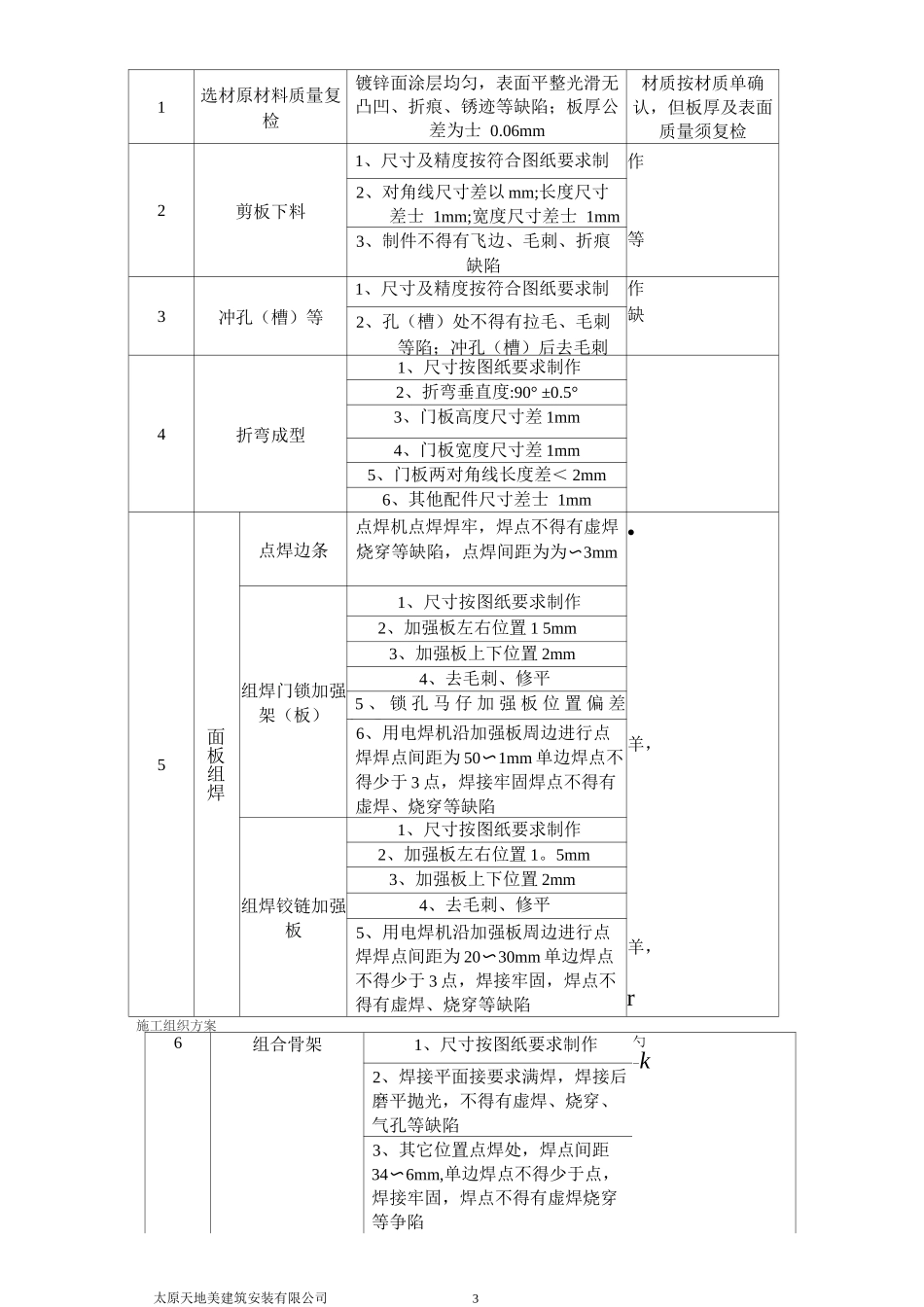
1、门框生产工艺标准序号项目名称工艺标准及要求备注1选材原材料质量复检镀锌面涂层均匀,表面平整光滑无凸凹、折痕、锈迹等缺陷;板厚公差为士 0
06mm材质按材质单确认,但板厚及表面质量须复检2剪板下料1、尺寸及精度按符合图纸要求制作缺2、对角线尺寸差以 mm 长度尺寸差士1mm;宽度尺寸差士 1mm3、制件不得有飞边、毛刺、折痕等陷3冲锁孔及插销孔等1、尺寸及精度按符合图纸要求制作三缺2、孔(槽)处不得有拉毛、毛刺等陷;冲孔(槽)后去毛刺4折弯成型1、尺寸按图纸要求制作2、折弯垂直度:90
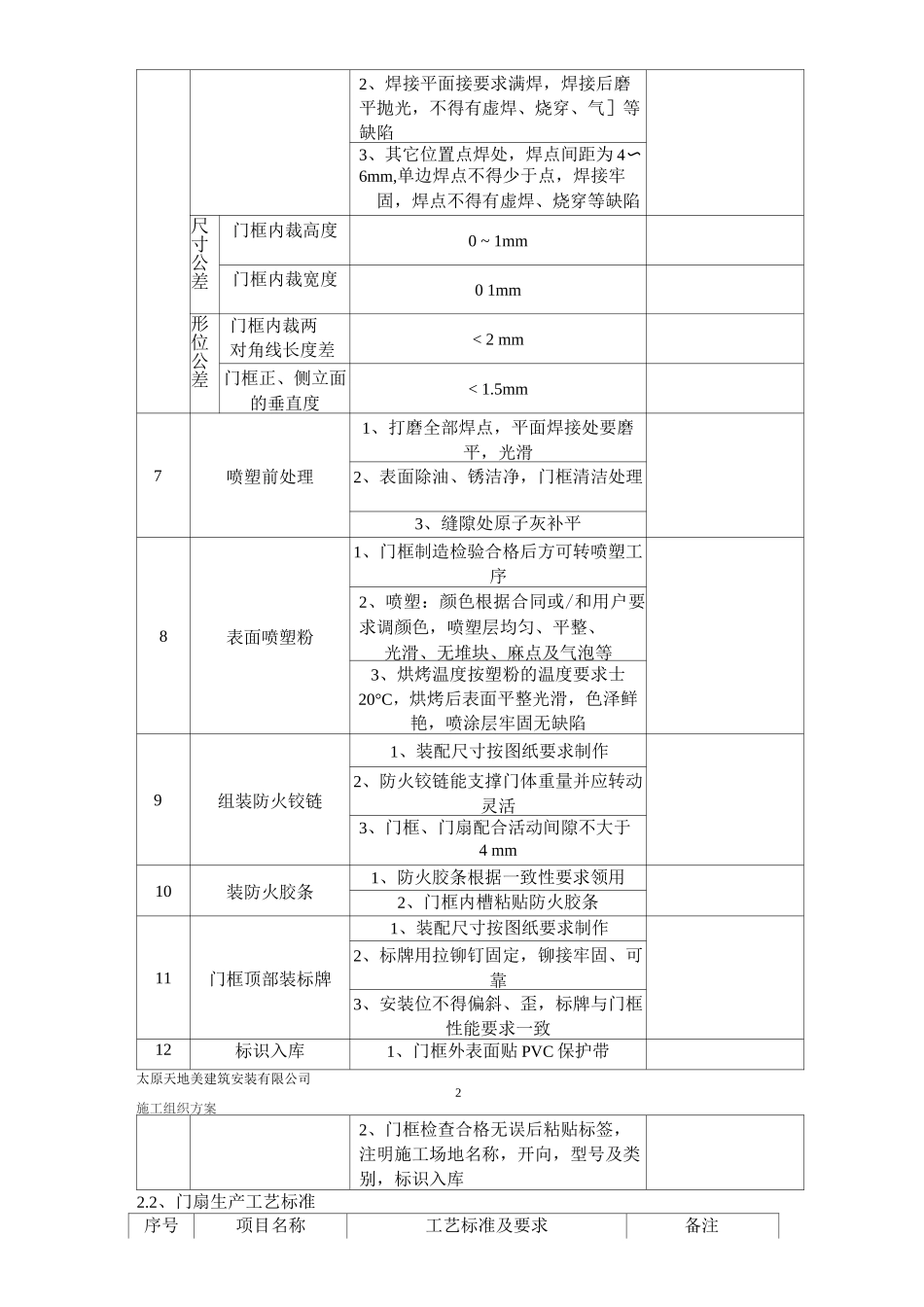
3、门框侧壁宽度尺寸差 1 mm5焊接衬板(铰链及闭门器处)1、尺寸按图纸要求制作距2、加强板左右位置 C5mm3、加强板上下位置却 m4、去毛刺、修平5、锁孔马仔加强板位置偏差)<5mm6、沿加强板周边进行点焊,焊点间为 20~30mm 单边焊点不得少于点,施工组织方案焊接牢固焊点不得有虚焊、烧穿等《陷缺6组合门框1、尺寸按图纸要求制作1选 材____________—► 焊衬板_____________►1 门组装铰工艺流程所选 材____剪板焊框粘防火胶条剪板焊衬板―►填料压板一►二、钢质防火门生产工艺标/喷前处理焊边准2、焊接平面接要求满焊,焊接后磨平抛光,不得有虚焊、烧穿、气]等缺陷3、其它位置点焊处,焊点间距为 4〜6mm,单边焊点不得少于点,焊接牢固,焊点不得有虚焊、烧穿等缺陷尺寸公差门框内裁高度0 ~ 1mm门框内裁宽度0 1mm形位公差门框内裁两对角线长度差< 2 mm门框正、侧立面的垂直度< 1
5mm7喷塑前处理1、打磨全部焊点,平面焊接处要磨平,光滑2、表面除油、锈洁净,门框清洁处理3、缝隙处原子灰补平8表面喷塑粉1、门框制造检验合格后方可转喷塑工序