AY山 东 遨 游 制 动 系 统 股 份 有 限 公 司 ( 铸 造 制 造 部 ) 企 业 标 准AY-20251201QT700-2 湿型砂手工造型作业指导书 编 号:AY-20251201持有人:韩见波、苗玉健2025-12-01 公布2025-12-01 实施山东巡游制动系统股份公 布QT700-2 树脂砂手工造型作业指导书1范围本规程适用于承受树脂砂手工造型生产的 Q700-2 材质类铸件
2型(芯)砂制备2
1原材料预备1、一般湿型用砂:SiO2≥90%,泥份≦2%,粒度 75/150、100/200
2、粘土技术条件:不得结块,受潮
3、煤粉技术条件:光泽碳析出力气≥7%,挥发份≥30%,无大颗粒,结块现象
2型砂混制1、配砂前首先检查设备(混砂机)是否正常,润滑是否足够,电器是否安全,出砂门是否开关灵敏关闭严密
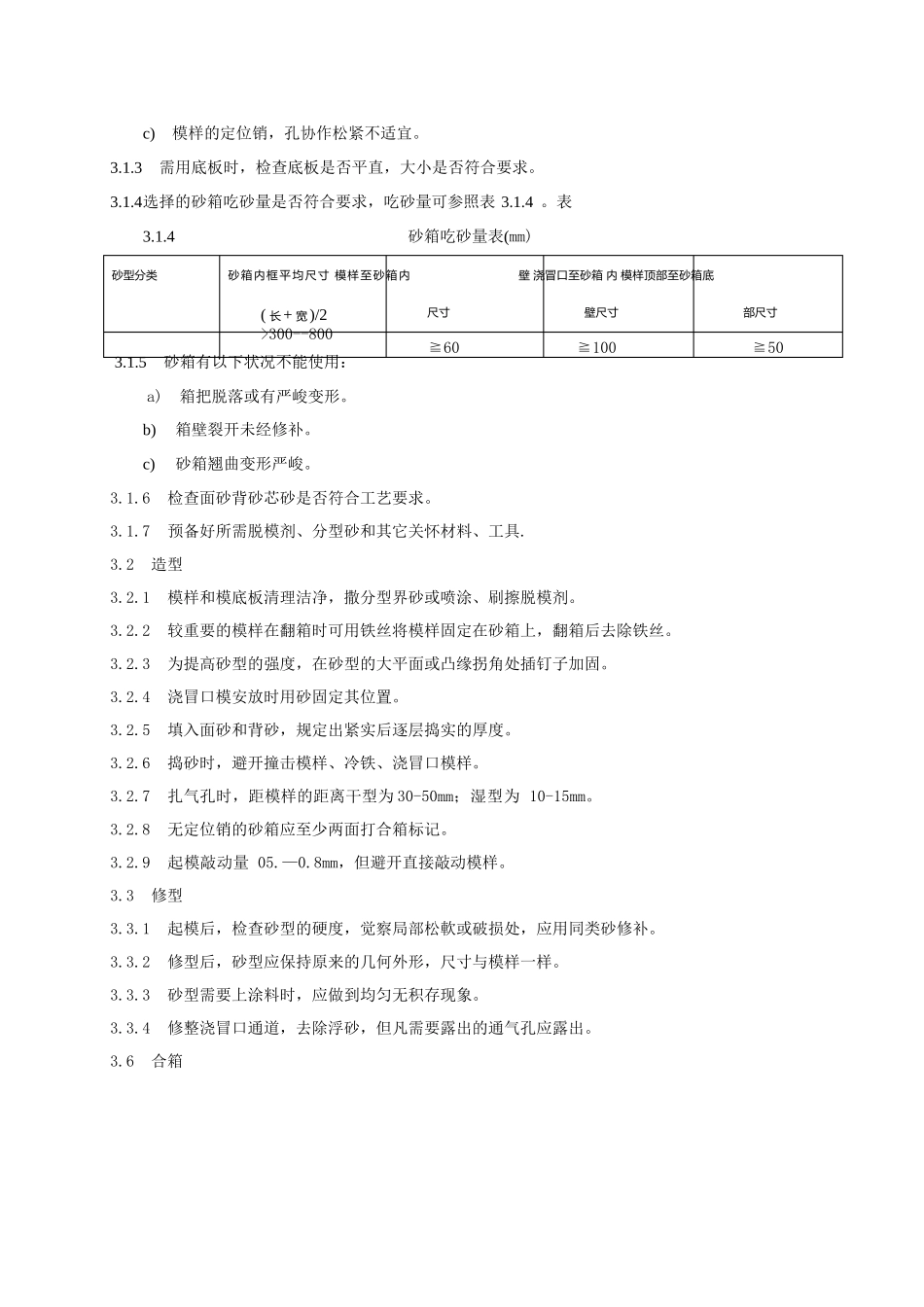
2、混砂机碾轮与底盘的间隙 10-30 毫米,内外刮刀与底盘的间隙300--800尺寸壁尺寸部尺寸≧60≧100≧50c)模样的定位销,孔协作松紧不适宜
3需用底板时,检查底板是否平直,大小是否符合要求
4选择的砂箱吃砂量是否符合要求,吃砂量可参照表 3
4砂箱吃砂量表(mm)3
5砂箱有以下状况不能使用:a)箱把脱落或有严峻变形
b)箱壁裂开未经修补
c)砂箱翘曲变形严峻
6检查面砂背砂芯砂是否符合工艺要求
7预备好所需脱模剂、分型砂和其它关怀材料、工具
1模样和模底板清理洁净,撒分型界砂或