活塞式压缩机一
气缸的检修1
气缸镜面如有轻微拉痕时,可用半圆形油石沿圆弧方向进行研磨,直到以手触接无明显感觉为合格
如拉痕较深时,可用铜、银、巴氏合金熔焊该处再研磨
如果拉痕深达 0
5mm,须进行镗缸修理
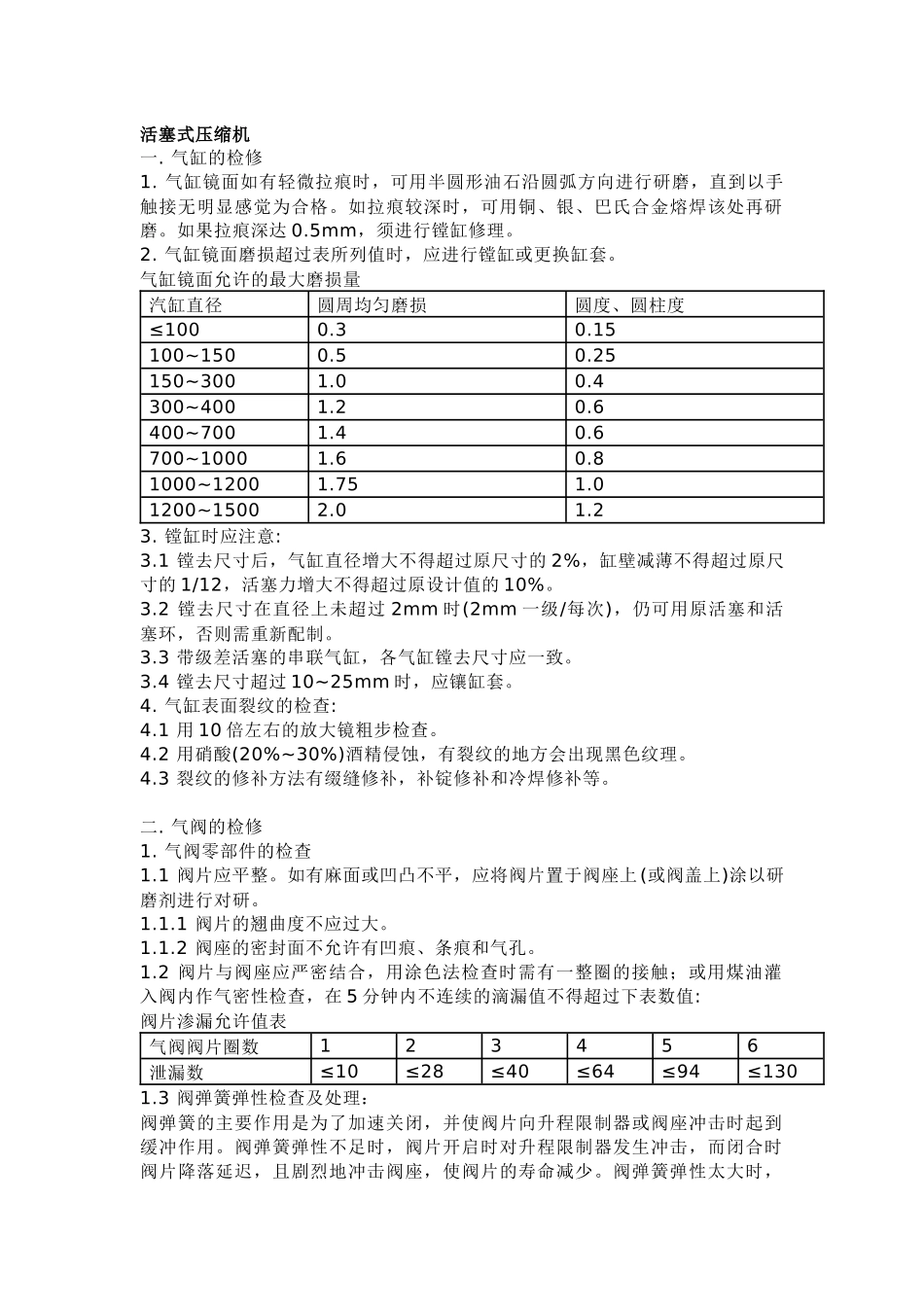
气缸镜面磨损超过表所列值时,应进行镗缸或更换缸套
气缸镜面允许的最大磨损量汽缸直径圆周均匀磨损圆度、圆柱度≤1000
15100~1500
25150~3001
4300~4001
6400~7001
6700~10001
81000~12001
01200~15002
镗缸时应注意:3
1 镗去尺寸后,气缸直径增大不得超过原尺寸的 2%,缸壁减薄不得超过原尺寸的 1/12,活塞力增大不得超过原设计值的 10%
2 镗去尺寸在直径上未超过 2mm 时(2mm 一级/每次),仍可用原活塞和活塞环,否则需重新配制
3 带级差活塞的串联气缸,各气缸镗去尺寸应一致
4 镗去尺寸超过 10~25mm 时,应镶缸套
气缸表面裂纹的检查:4
1 用 10 倍左右的放大镜粗步检查
2 用硝酸(20%~30%)酒精侵蚀,有裂纹的地方会出现黑色纹理
3 裂纹的修补方法有缀缝修补,补锭修补和冷焊修补等
气阀的检修1
气阀零部件的检查1
1 阀片应平整
如有麻面或凹凸不平,应将阀片置于阀座上(或阀盖上)涂以研磨剂进行对研
1 阀片的翘曲度不应过大
2 阀座的密封面不允许有凹痕、条痕和气孔
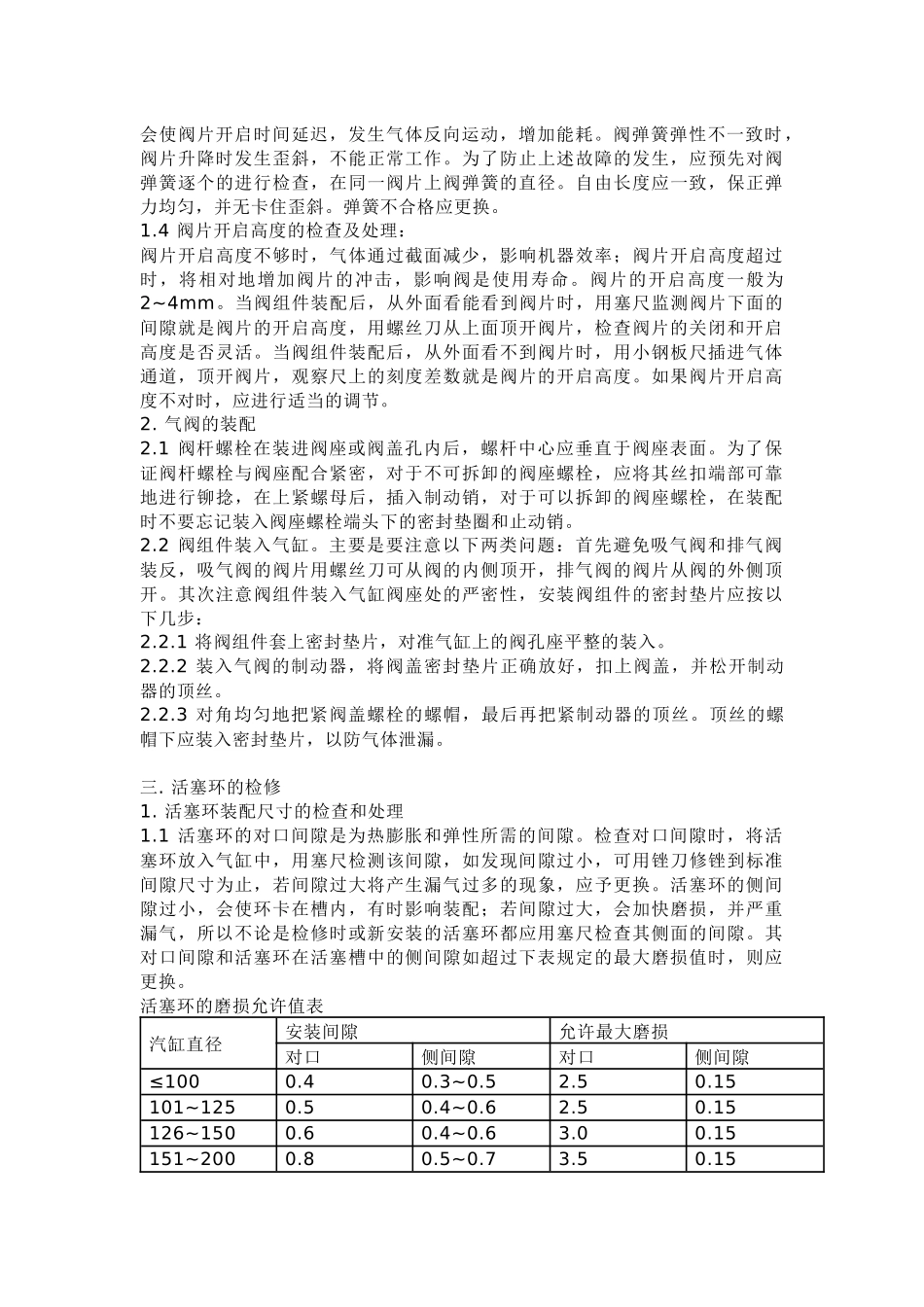
2 阀片与阀座应严密结合,用涂色法检查时需有一整圈的接触;或用煤油灌入阀内作气密性检查,在 5 分钟内不连续的滴漏值不得超过下表数值:阀片渗漏允许值表气阀阀片圈数123456泄漏数≤10≤28≤40≤64≤94≤1301
3 阀弹簧弹性检查及处理:阀弹簧的主要作用是为了加速关闭,并使阀