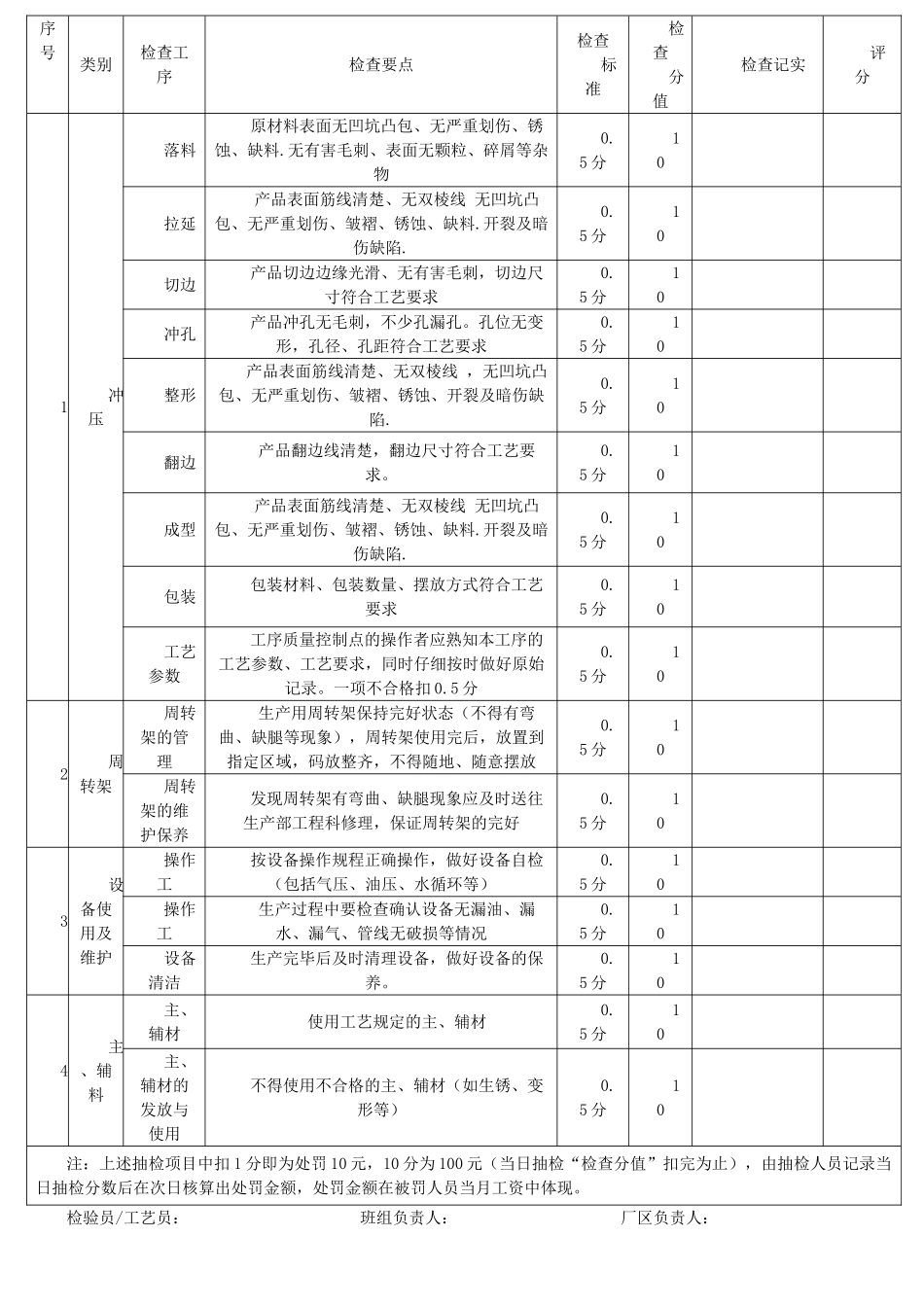
序号类别检查工序检查要点检查标准检查分值检查记实评分1冲压落料原材料表面无凹坑凸包、无严重划伤、锈蚀、缺料
无有害毛刺、表面无颗粒、碎屑等杂物0
5 分10拉延产品表面筋线清楚、无双棱线 无凹坑凸包、无严重划伤、皱褶、锈蚀、缺料
开裂及暗伤缺陷
5 分10切边产品切边边缘光滑、无有害毛刺,切边尺寸符合工艺要求0
5 分10冲孔产品冲孔无毛刺,不少孔漏孔
孔位无变形,孔径、孔距符合工艺要求0
5 分10整形产品表面筋线清楚、无双棱线 ,无凹坑凸包、无严重划伤、皱褶、锈蚀、开裂及暗伤缺陷
5 分10翻边产品翻边线清楚,翻边尺寸符合工艺要求
5 分10成型产品表面筋线清楚、无双棱线 无凹坑凸包、无严重划伤、皱褶、锈蚀、缺料
开裂及暗伤缺陷
5 分10包装包装材料、包装数量、摆放方式符合工艺要求0
5 分10工艺参数工序质量控制点的操作者应熟知本工序的工艺参数、工艺要求,同时仔细按时做好原始记录
一项不合格扣 0
5 分102周转架周转架的管理生产用周转架保持完好状态(不得有弯曲、缺腿等现象),周转架使用完后,放置到指定区域,码放整齐,不得随地、随意摆放0
5 分10周转架的维护保养发现周转架有弯曲、缺腿现象应及时送往生产部工程科修理,保证周转架的完好0
5 分103设备使用及维护操作工按设备操作规程正确操作,做好设备自检(包括气压、油压、水循环等)0
5 分10操作工生产过程中要检查确认设备无漏油、漏水、漏气、管线无破损等情况0
5 分10设备清洁生产完毕后及时清理设备,做好设备的保养
5 分104主、辅料主、辅材使用工艺规定的主、辅材0
5 分10主、辅材的发放与使用不得使用不合格的主、辅材(如生锈、变形等)0
5 分10注:上述抽检项目中扣 1 分即为处罚 10 元,10 分为 100 元(当日抽检“检查分值”扣完为止),由抽检人员记录当日抽检分