川田 K7 全自动数控缝纫系统软件操作说明书 A: 一概述缝纫机数控系统特点以下:1、主板实行国际最优异 32 位 DSP 处理器,主频高达 150MHZ, 2、支持 USB 通讯,脱机运行,操作简易,3、机器加工路径实行 CAD、coredraw、精雕等画图软件绘图,进行编写,简单易学,能够完成任何图形路径加工,加工路径自动最优化
4、强大存放空间,最多可达片上存放 256M
(可在电脑存档、便于文档管理)5、最多可达 30 级密码管理,用户可自行设置密码管理
6、人机界面操作简便,易懂易学
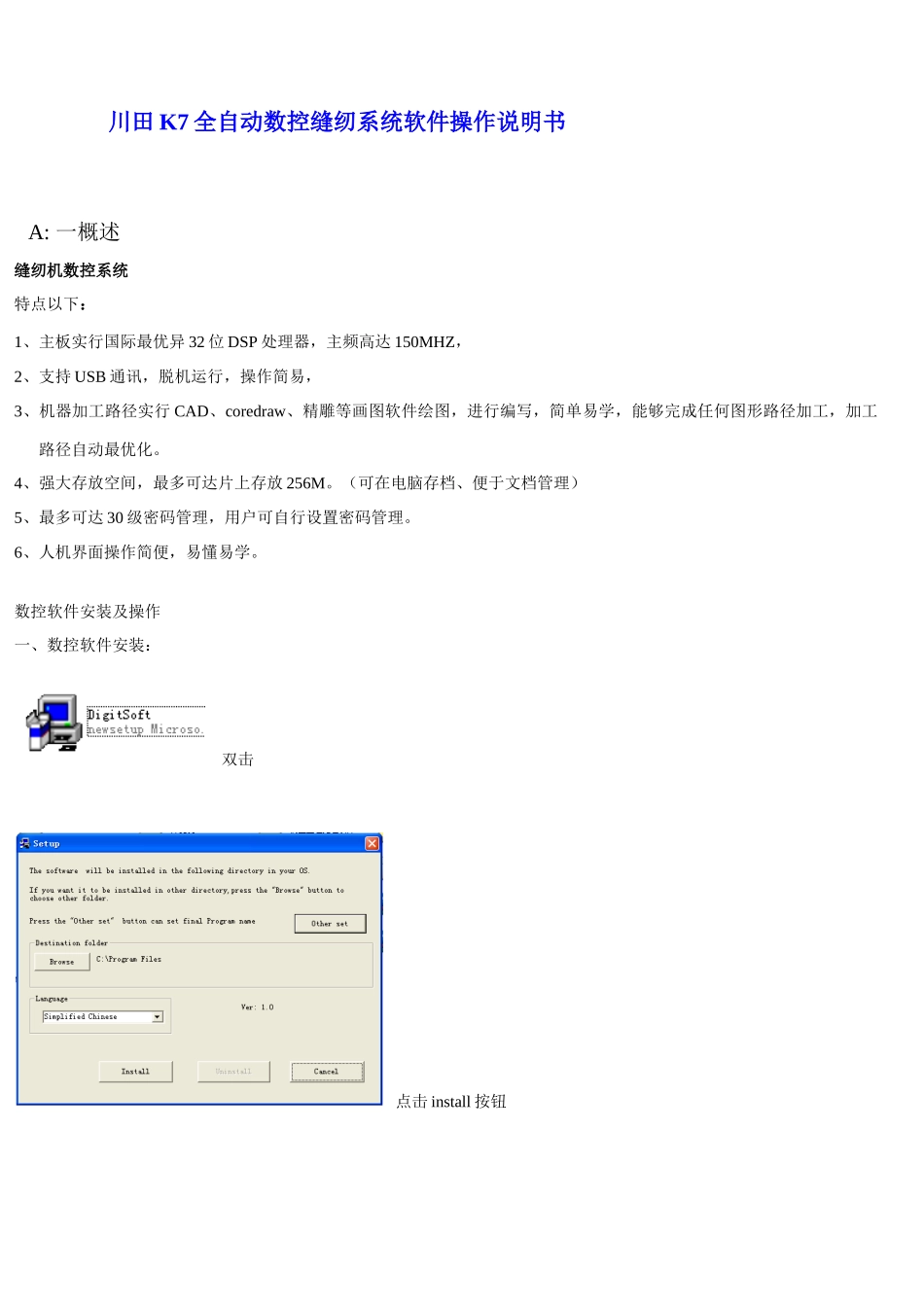
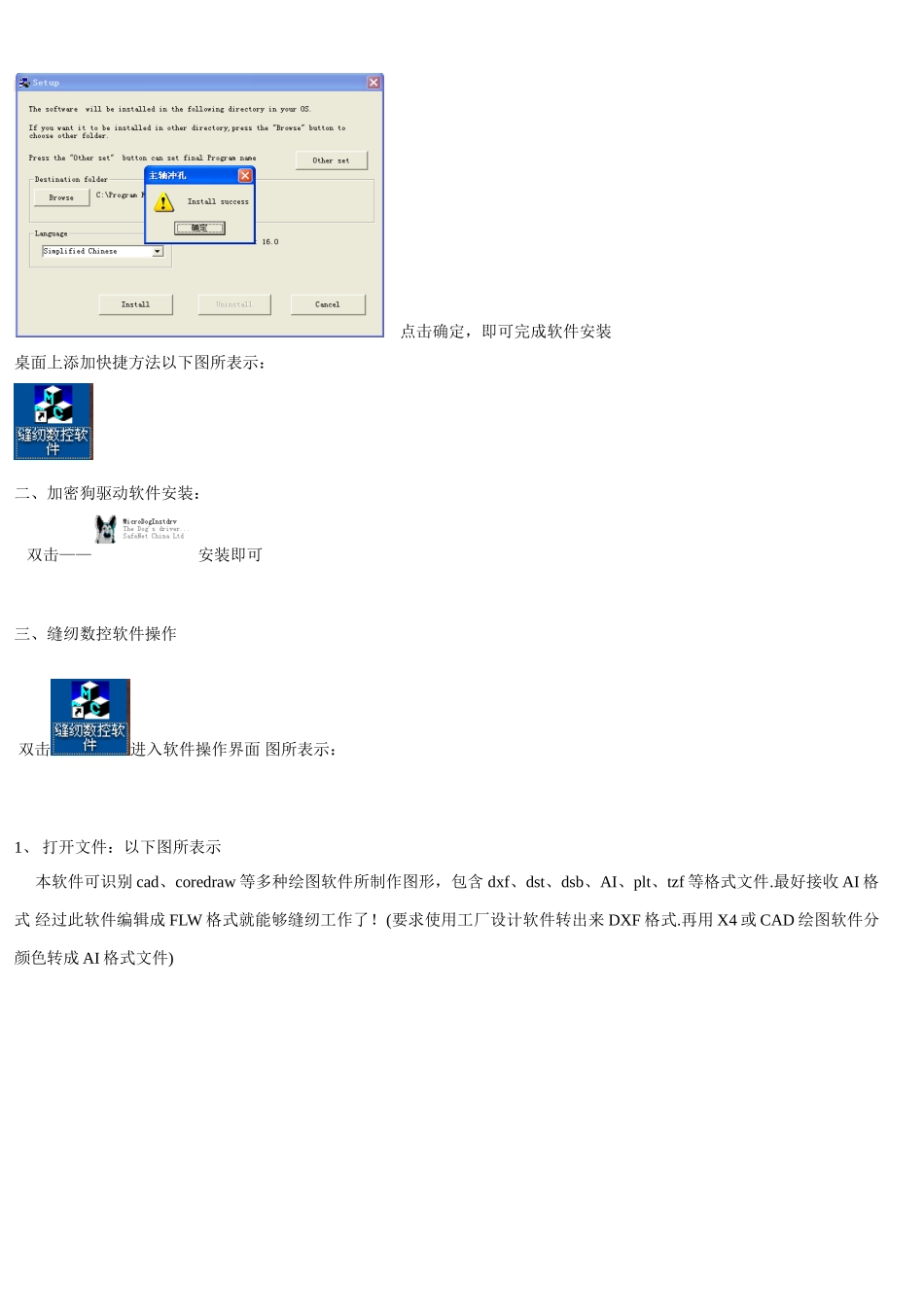
数控软件安装及操作一、数控软件安装: 双击 点击 install 按钮 点击确定,即可完成软件安装桌面上添加快捷方法以下图所表示:二、加密狗驱动软件安装: 双击—— 安装即可三、缝纫数控软件操作 双击进入软件操作界面 图所表示:1、 打开文件:以下图所表示 本软件可识别 cad、coredraw 等多种绘图软件所制作图形,包含 dxf、dst、dsb、AI、plt、tzf 等格式文件
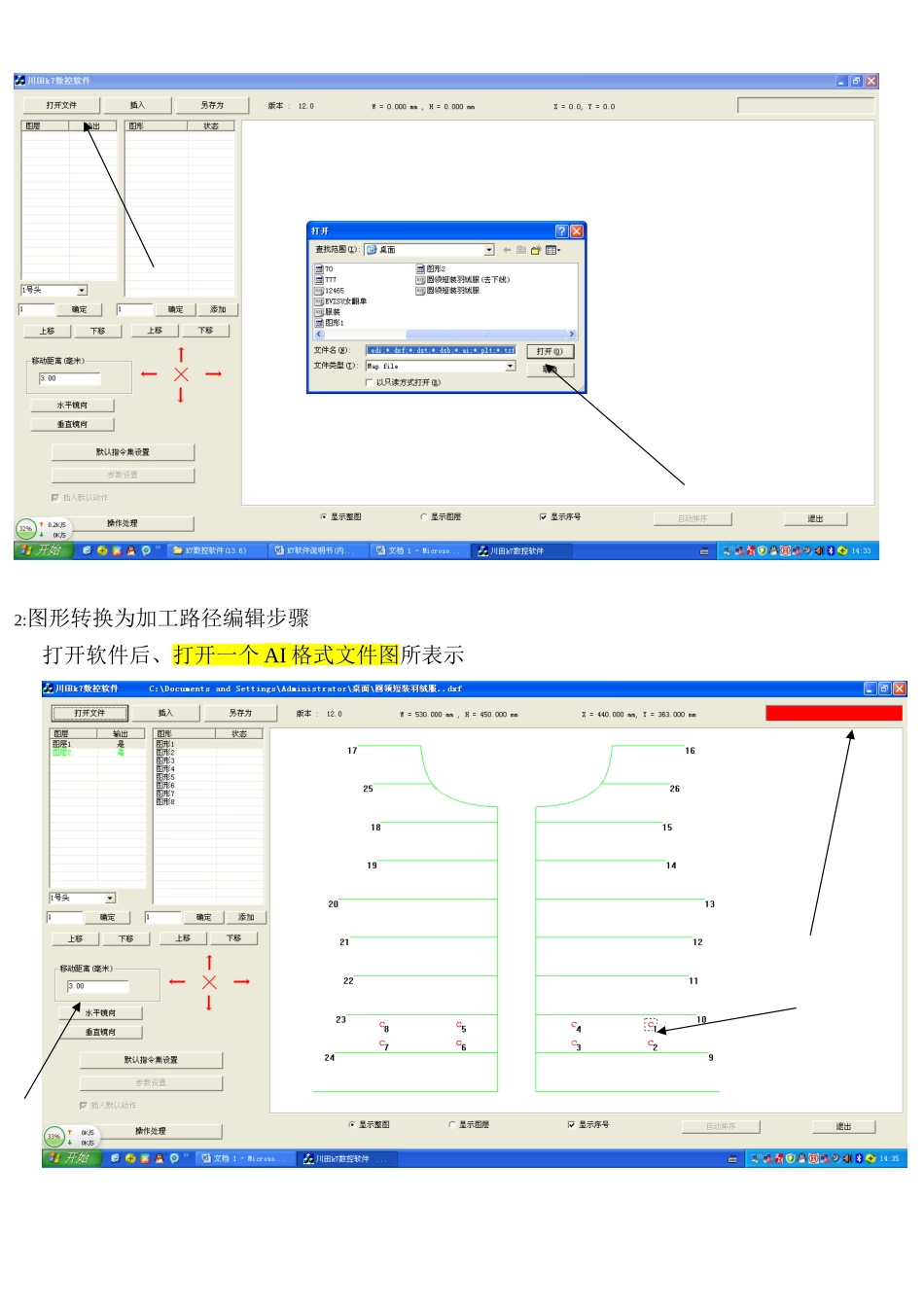
最好接收 AI 格式 经过此软件编辑成 FLW 格式就能够缝纫工作了
(要求使用工厂设计软件转出来 DXF 格式
再用 X4 或 CAD 绘图软件分颜色转成 AI 格式文件)2:图形转换为加工路径编辑步骤打开软件后、打开一个 AI 格式文件图所表示3: 1 号图层选头 ----1 号缝纫头; 2 号图层选头---2 号 画笔头; 3 号头—开槽4: 1 号 / 2 号图层图形 调整工作次序
5: 1 号/ 2 号图层调每个图形缝纫和工作方向:6: 1 号缝纫图层参数设置:7: 1 号缝纫图层参数选择: 如“图层 1”需缝纫作业,则:是否输出:是缝纫模式:打钩线条转点:打钩点距(毫米):2
500------此处为设置缝纫针距换头:1 号头---------------此处为设置缝纫作业所对应头非闭合图形