毕 业 设 计( 论文) 任 务 书 学生姓名: 学号: 年 级: 专业: 班 级: 系部: 毕业设计论文题目: 基于 PLC 的冲孔加工机控制系统完成日期: 设计地点: 指导老师: 系部负责人: 发任务书日期: 毕业设计( 论文) 任务内容一、 设计内容: 1.对本课题的总体介绍: 传统的自动控制系统由继电器—接触器控制组成, 存在故障多、 可靠性差、 工作寿命短、 不易检修等缺点
随着 PLC 的普及和完善, 以及 PLC 本身所具有的高可靠性、 易编程修改的特点, 在自动控制系统中应用取得了良好的效果
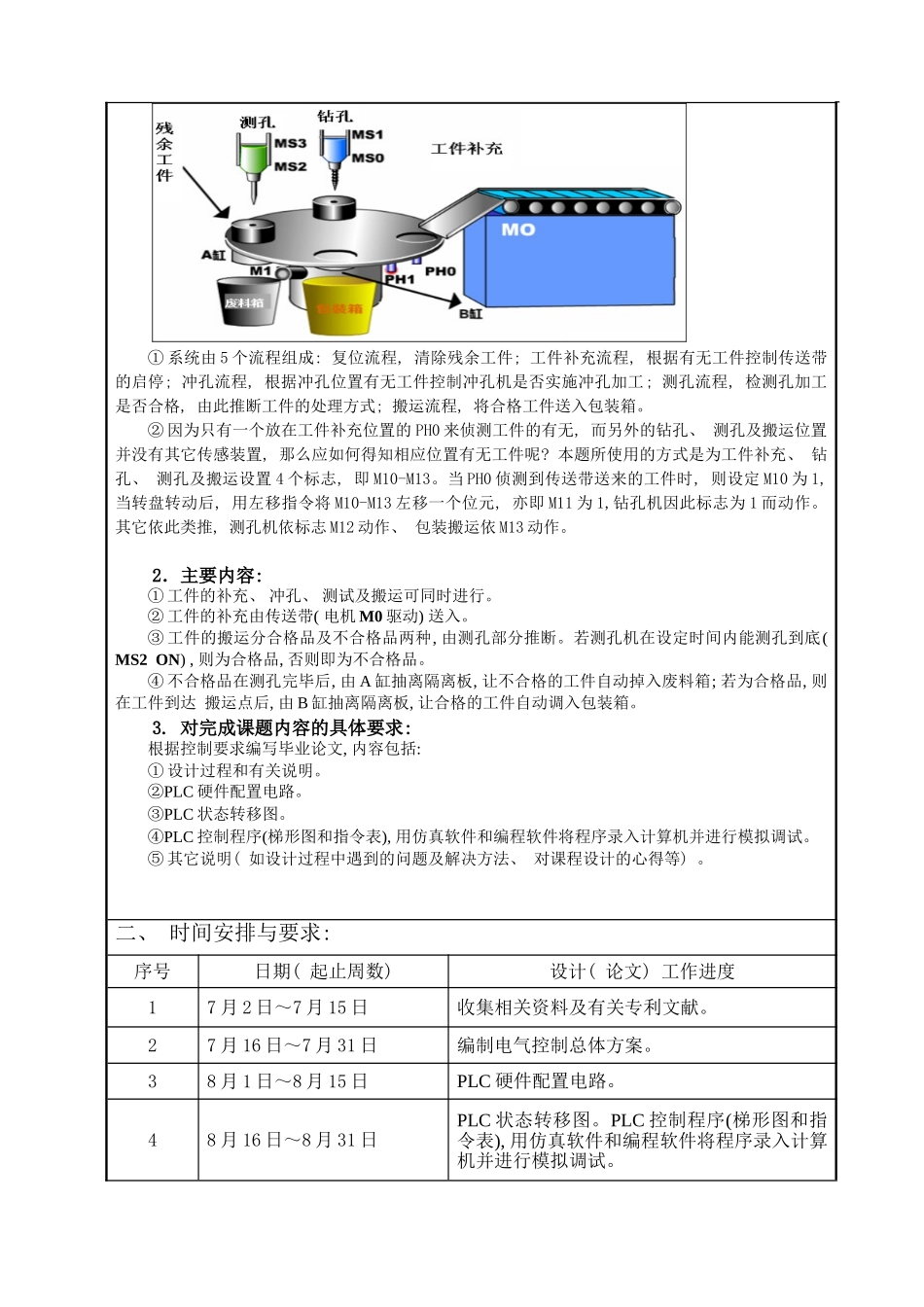
基于 PLC 的冲孔加工机控制系统示意图如下所示
① 系统由 5 个流程组成: 复位流程, 清除残余工件; 工件补充流程, 根据有无工件控制传送带的启停; 冲孔流程, 根据冲孔位置有无工件控制冲孔机是否实施冲孔加工; 测孔流程, 检测孔加工是否合格, 由此推断工件的处理方式; 搬运流程, 将合格工件送入包装箱
② 因为只有一个放在工件补充位置的 PH0 来侦测工件的有无, 而另外的钻孔、 测孔及搬运位置并没有其它传感装置, 那么应如何得知相应位置有无工件呢
本题所使用的方式是为工件补充、 钻孔、 测孔及搬运设置 4 个标志, 即 M10-M13
当 PH0 侦测到传送带送来的工件时, 则设定 M10 为 1, 当转盘转动后, 用左移指令将 M10-M13 左移一个位元, 亦即 M11 为 1,钻孔机因此标志为 1 而动作
其它依此类推, 测孔机依标志 M12 动作、 包装搬运依 M13 动作
2.主要内容: ① 工件的补充、 冲孔、 测试及搬运可同时进行
② 工件的补充由传送带( 电机 M0 驱动) 送入
③ 工件的搬运分合格品及不合格品两种, 由测孔部分推断
若测孔机在设定时间内能测孔到底( MS2 ON) , 则为合格品, 否则即为不合格品
④ 不合格品在测孔完毕