(数控技术应用专业)青年老师企业实践总结为响应职业学校青年老师企业实践培训号召,于 2025 年 6 月 27-12 月 27日参加 XXX 公司组织的数控专业学习
通过企业实践、学员间的沟通、网上自学,学到专业内相关生产领域中应用的新知识、新技术、新工艺、新方法
掌握主要岗位的操作技能,并结合企业实践探究改进实践教学的方法和途径
了解产业进展动态、企业生产组织方式、工艺流程等基本情况
熟悉企业相关岗位(工种)职责、操作法律规范、用人标准、管理制度及企业文化等内容
现将学习情况总结如下:一、实践操作技能方面:1、为提高车削工作效率,刃磨车刀时充分考虑刀具各刃的综合应用,车刀安装在刀架上,在不转动或少转动刀架的情况下完成尽量多的工作
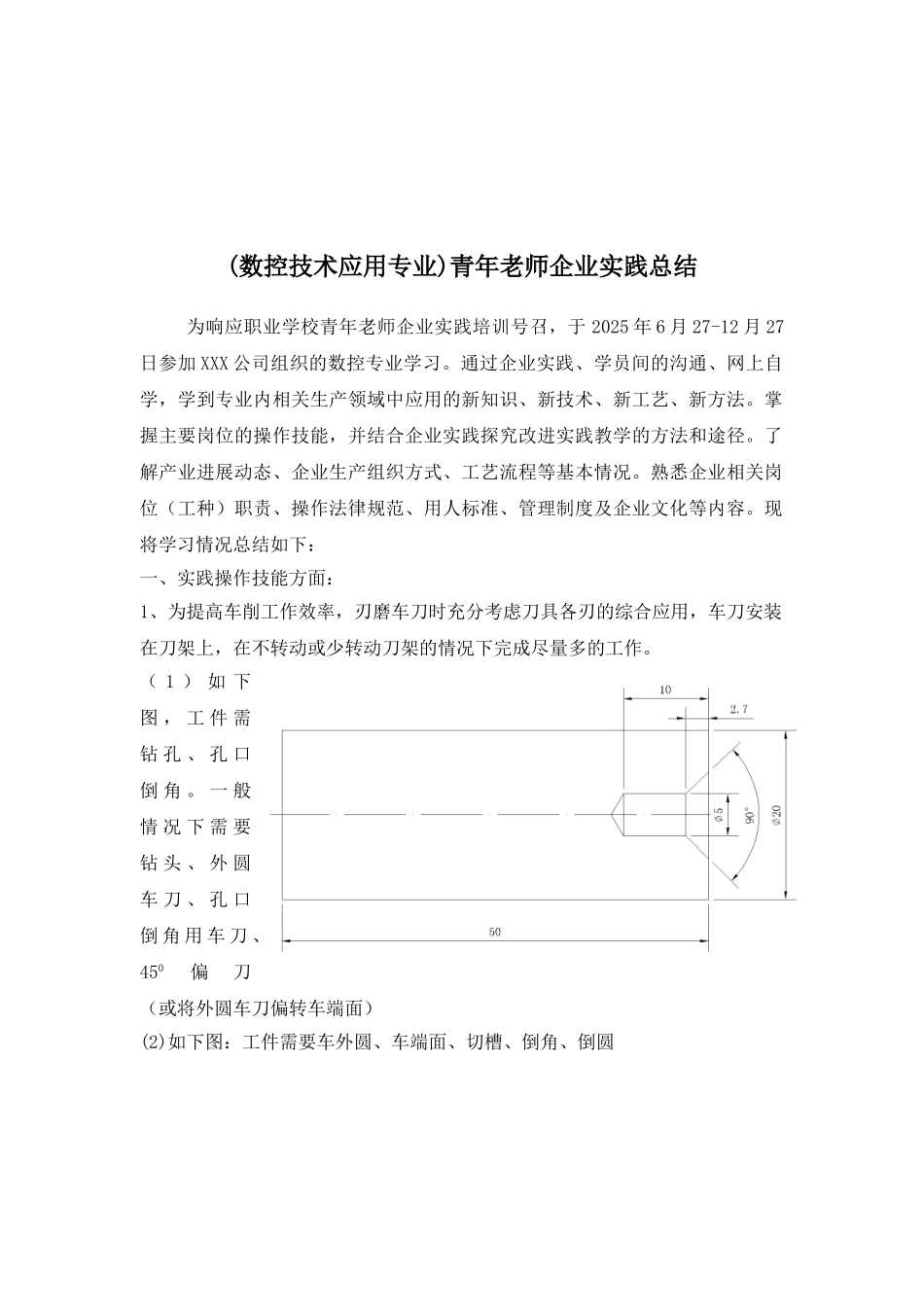
( 1 ) 如 下图 , 工 件 需钻 孔 、 孔 口倒 角
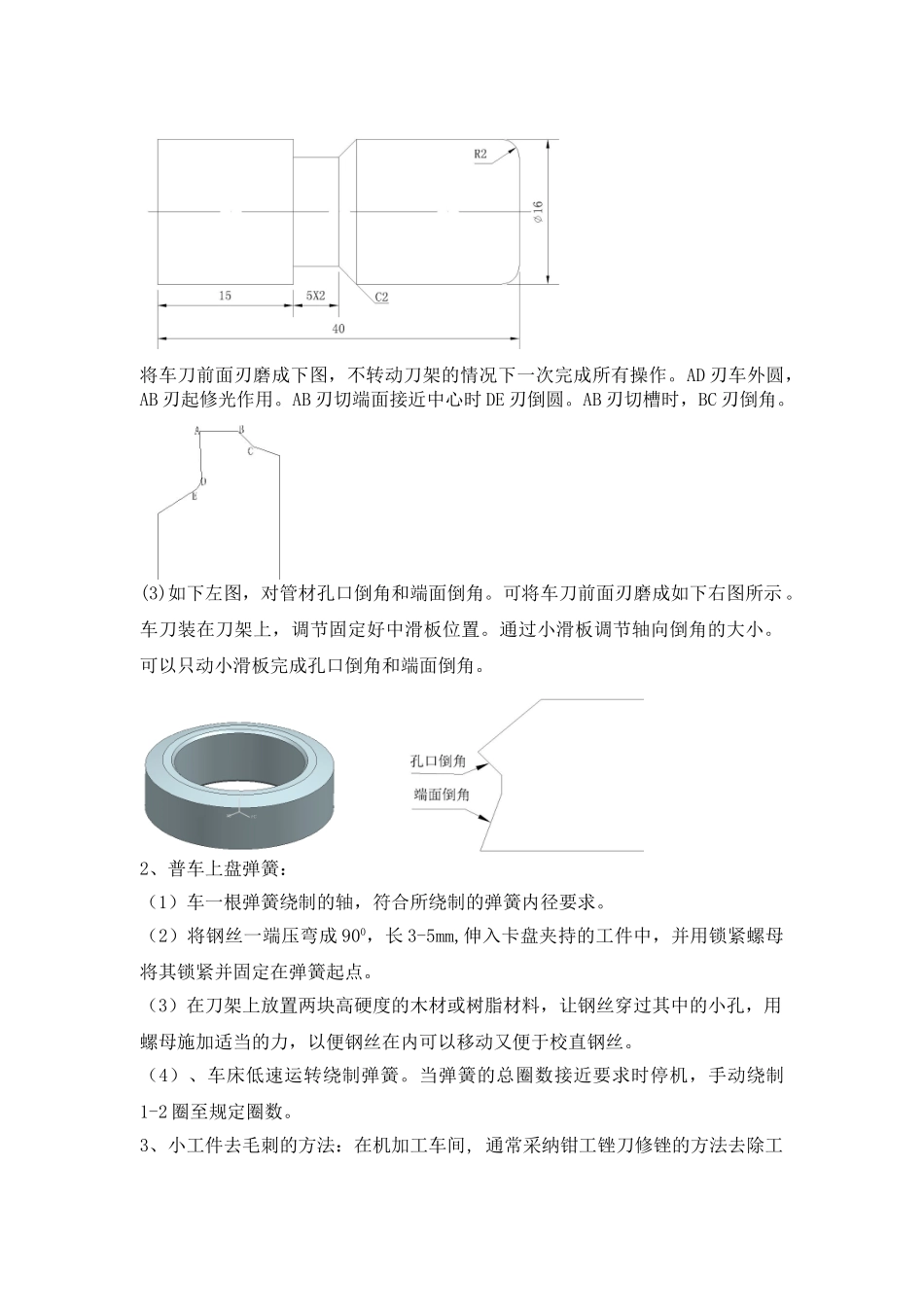
一 般情 况 下 需 要钻 头 、 外 圆车 刀 、 孔 口倒 角 用 车 刀 、450偏刀(或将外圆车刀偏转车端面)(2)如下图:工件需要车外圆、车端面、切槽、倒角、倒圆将车刀前面刃磨成下图,不转动刀架的情况下一次完成所有操作
AD 刃车外圆,AB 刃起修光作用
AB 刃切端面接近中心时 DE 刃倒圆
AB 刃切槽时,BC 刃倒角
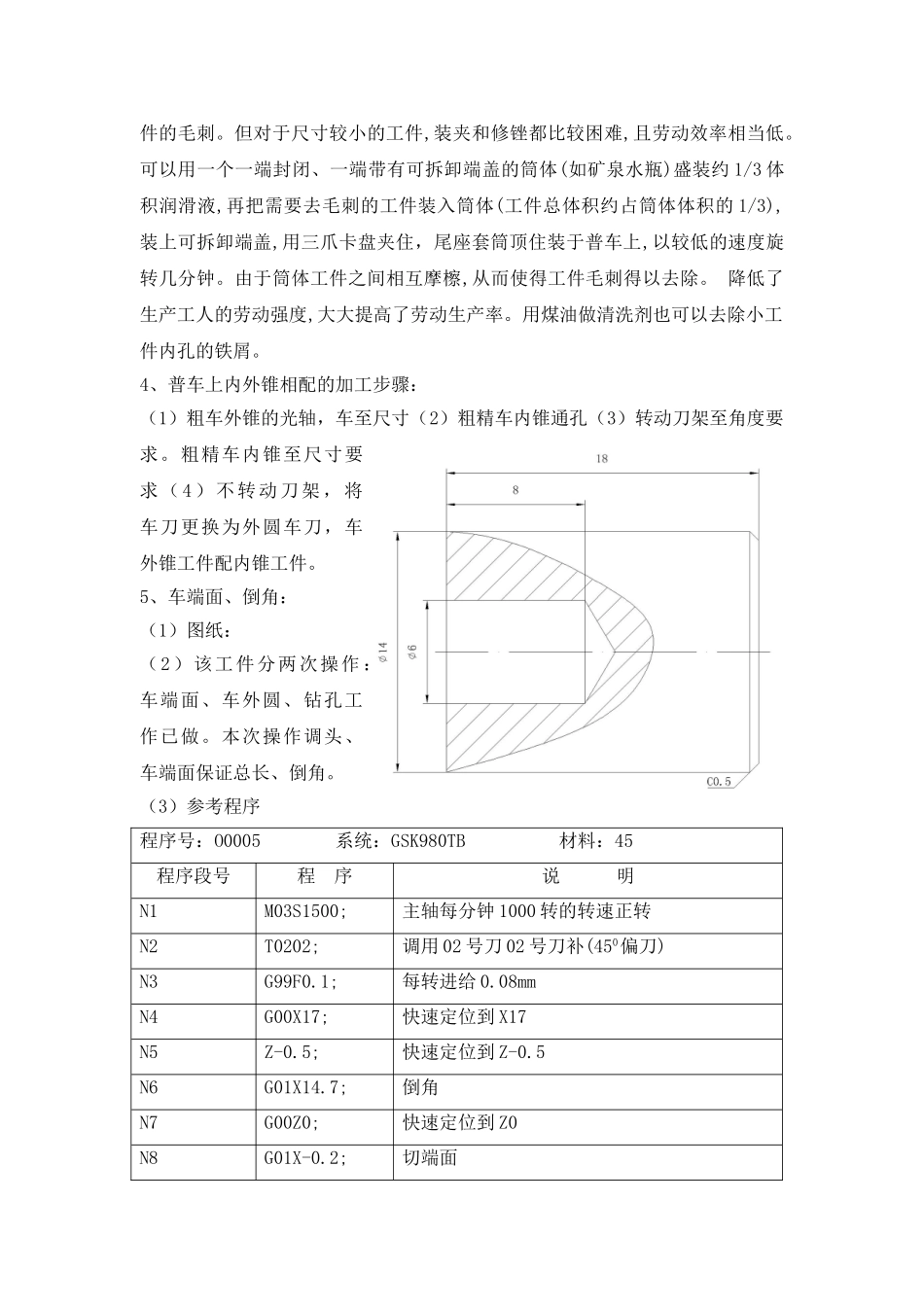
(3)如下左图,对管材孔口倒角和端面倒角
可将车刀前面刃磨成如下右图所示
车刀装在刀架上,调节固定好中滑板位置
通过小滑板调节轴向倒角的大小
可以只动小滑板完成孔口倒角和端面倒角
2、普车上盘弹簧:(1)车一根弹簧绕制的轴,符合所绕制的弹簧内径要求
(2)将钢丝一端压弯成 900,长 3-5mm,伸入卡盘夹持的工件中,并用锁紧螺母将其锁紧并固定在弹簧起点
(3)在刀架上放置两块高硬度的木材或树脂材料,让钢丝穿过其中的小孔,用螺母施加适当的力,以便钢丝在内可以移动又便于校直钢丝
(4)、车床低速运转绕制弹簧
当弹簧的总圈数接近要求时停机,手动绕制1-2