500万吨规模料场升级改造系统控制工艺流程画面说明本控制程序改造主要基于目前已接入自控系统的设备进行二次编程,未接入控制系统的设备不在本次程序改造范围之内
一、主要内容1、下位机程序重新编制
2、上位机系统软件统一更新、升级及程序改造
3、现场程序调试工作
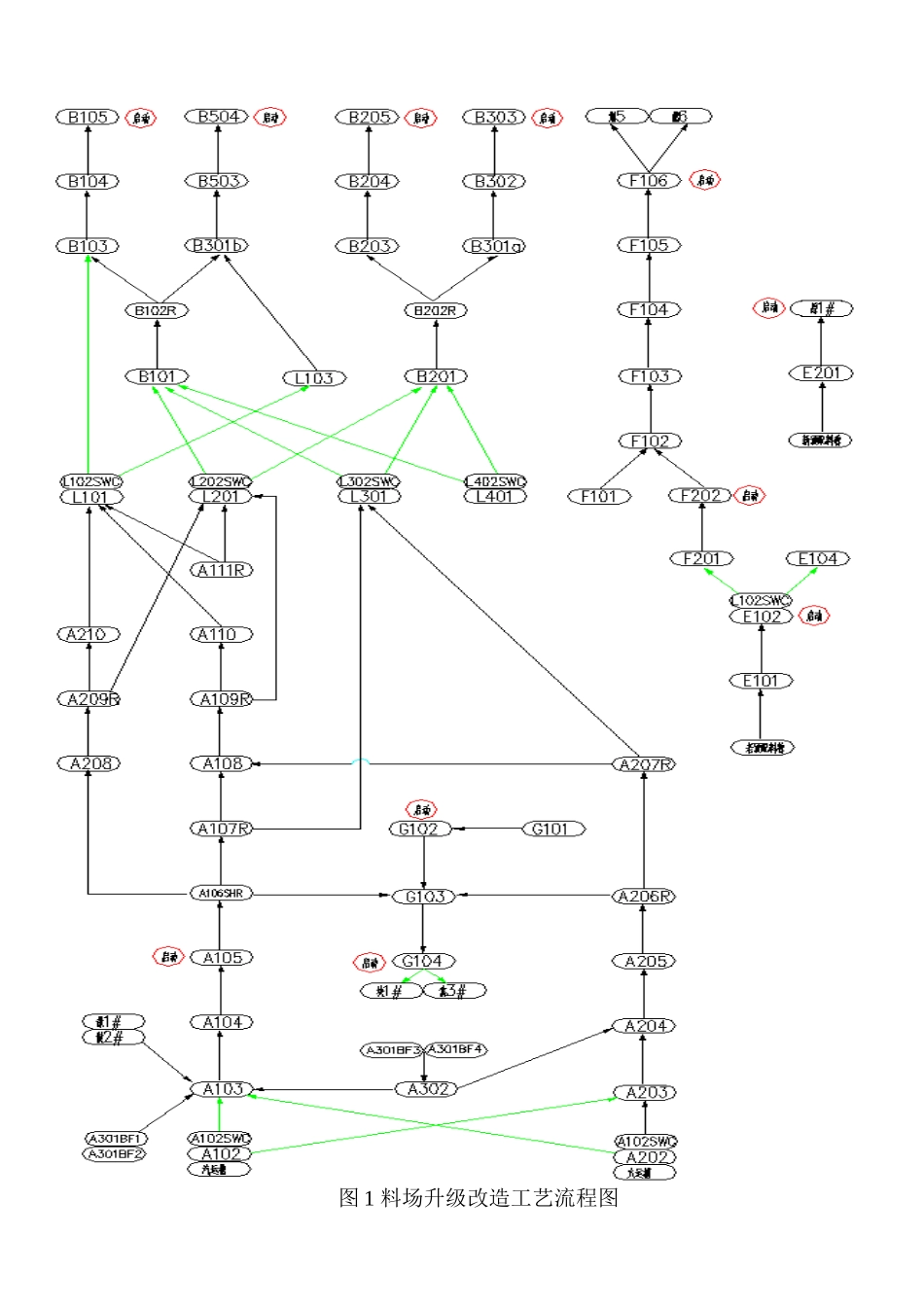
二、下位机程序1、主要按照工艺流程图进行分段编程,工艺流程详图见图1,程序编制采用普通线圈编程,尽量不使用复位和置位指令
按照工艺流程图,将每条皮带控制编制成功能块,不断进行调用
对于2条及以上的皮带机,采用顺序控制方式编制成块,达到分段调用,分段控制的目的,具体实例见右图
如,B105、B104、B103可做成顺序控制块,可进行顺序启动和停止,也可进行急停,因B103后面涉及到选择问题,所以后面的皮带不做入顺序启动块
2、程序联锁按照交叉则进行联锁选择的原则
对单一选择的多台设备采取顺序控制,对分支设备进行独立启动和停止
3、对特殊独立设备采用单独控制,如堆机,梭式给料机等
4、对系统部分外部I/O点进行故障锁存,采用【外部点+锁存点+复位按钮】进行故障复位的相关设计,单独设置程序及画面
(在intouch的故障历史中能够查询到所有的io点以及上位机操作记录)5、与堆机通讯程序编制在1个程序内
图1料场升级改造工艺流程图图3-2含选择通道的运行画面三、上位机程序1、画面按照生产工艺流程进行布置,具体布置见图1
画面颜色按照:背景色,浅蓝色;运转,绿色;停止,浅灰色;报警,闪烁黄色
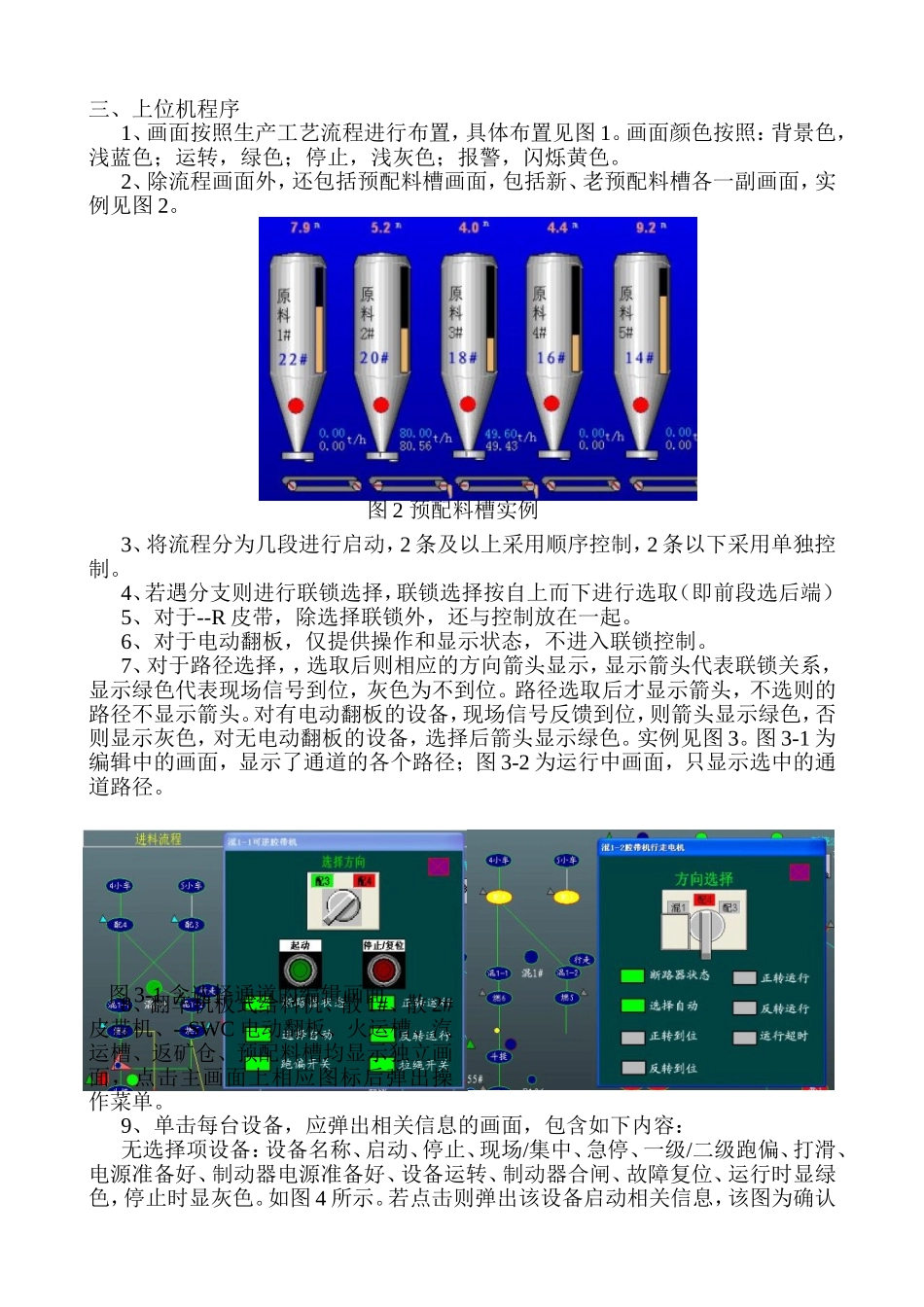
2、除流程画面外,还包括预配料槽画面,包括新、老预配料槽各一副画面,实例见图2
3、将流程分为几段进行启动,2条及以上采用顺序控制,2条以下采用单独控制
4、若遇分支则进行联锁选择,联锁选择按自上而下进行选取(即前段选后端)5、对于--R皮带,除选择联锁外,还与控制放在一起
6、对于电动翻板,仅提供操作和显示状态,不进入联锁控制
7、对于路径