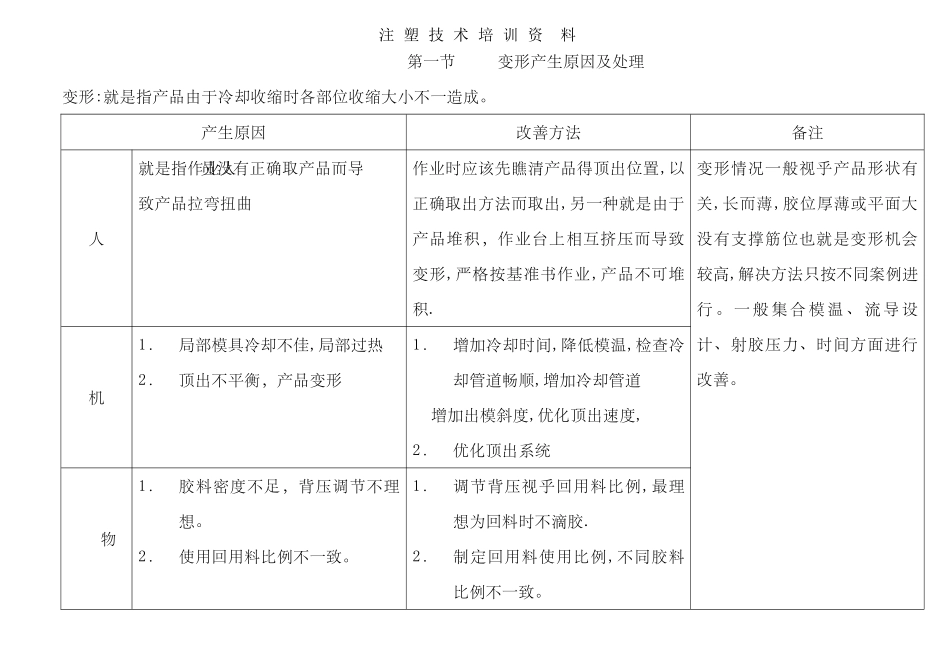
注 塑 技 术 培 训 资 料 第一节 变形产生原因及处理变形:就是指产品由于冷却收缩时各部位收缩大小不一造成
产生原因改善方法备注人就是指作业人员没有正确取产品而导致产品拉弯扭曲作业时应该先瞧清产品得顶出位置,以正确取出方法而取出,另一种就是由于产品堆积,作业台上相互挤压而导致变形,严格按基准书作业,产品不可堆积
变形情况一般视乎产品形状有关,长而薄,胶位厚薄或平面大没有支撑筋位也就是变形机会较高,解决方法只按不同案例进行
一 般 集 合 模 温 、 流 导 设计、射胶压力、时间方面进行改善
机1.局部模具冷却不佳,局部过热2.顶出不平衡,产品变形1.增加冷却时间,降低模温,检查冷却管道畅顺,增加冷却管道增加出模斜度,优化顶出速度,2.优化顶出系统物1.胶料密度不足,背压调节不理想
2.使用回用料比例不一致
1.调节背压视乎回用料比例,最理想为回料时不滴胶
2.制定回用料使用比例,不同胶料比例不一致
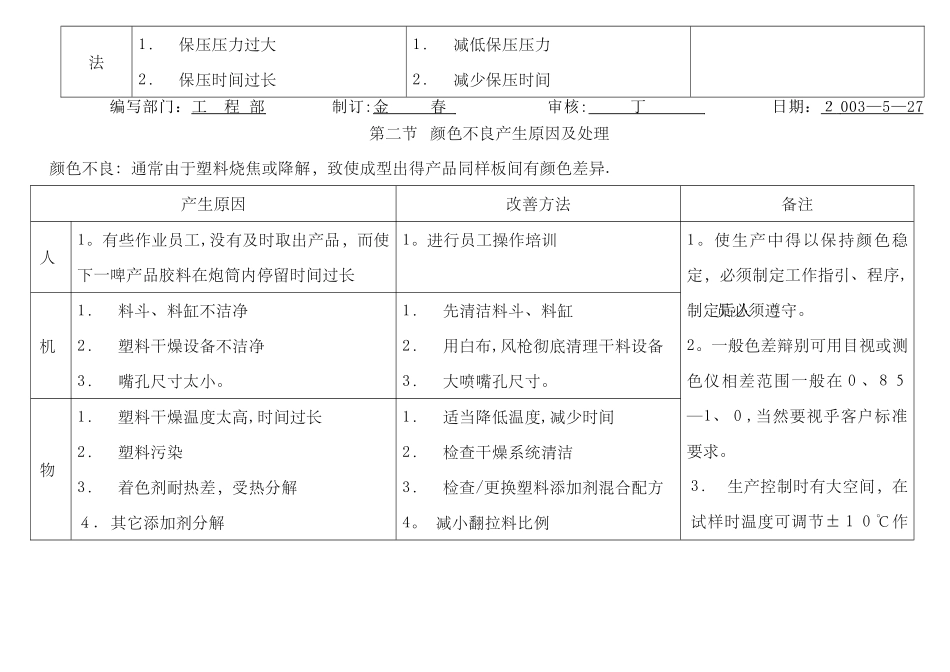
法1.保压压力过大2.保压时间过长1.减低保压压力2.减少保压时间编写部门:工 程 部 制订:金 春 审核: 丁 日期:2 003—5—27 第二节 颜色不良产生原因及处理颜色不良:通常由于塑料烧焦或降解,致使成型出得产品同样板间有颜色差异
产生原因改善方法备注人1
有些作业员工,没有及时取出产品,而使下一啤产品胶料在炮筒内停留时间过长1
进行员工操作培训1
使生产中得以保持颜色稳定,必须制定工作指引、程序,制定后人员必须遵守
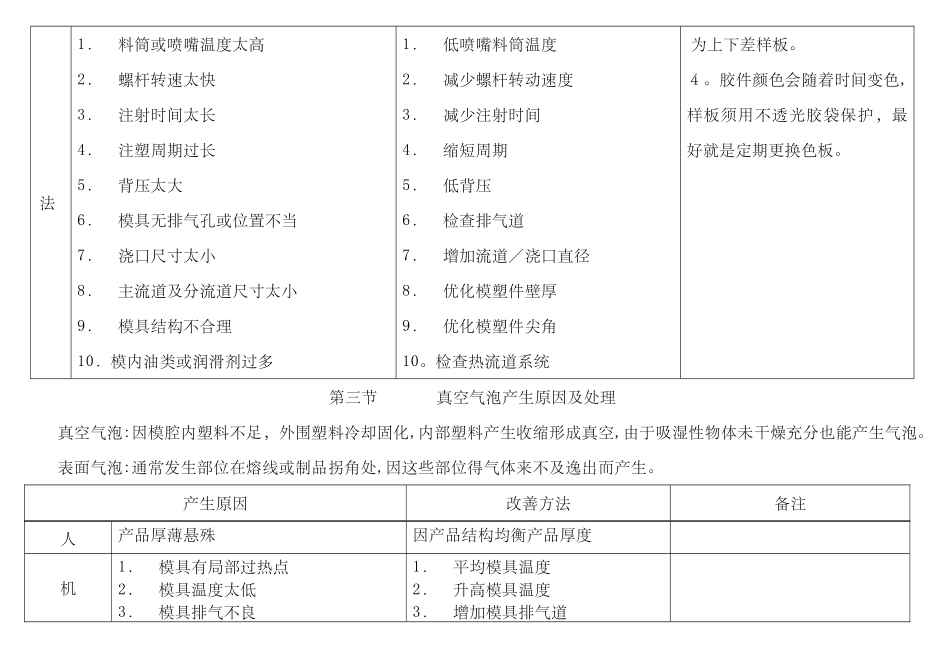
一般色差辩别可用目视或测色仪相差范围一般在0、8 5—1、0,当然要视乎客户标准要求
3. 生产控制时有大空间,在试样时温度可调节±10℃作机1.料斗、料缸不洁净2.塑料干燥设备不洁净3.嘴孔尺寸太小
1.先清洁料斗、料缸2.用白布,风枪彻底清理干料设备3.大喷嘴孔尺寸
物1.塑料干燥温度太高,时间过长2.塑料污染3.着色剂耐热差,受热分解4