湘潭县职业技术学校陈刚强焊接方法与技巧案例分析(10 课时)1 前言焊接技术作为制造业得传统基础工艺与技术,在许多工业部门中为工业经济得进展作出了重要贡献
因此,国家、学校及各企业部门非常重视焊接高技能人才得培育,通过各种形式得焊接技能大赛沟通与提高水平
为提高选手得技能,通常指派在焊接方面具有高水平与丰富经验得老师傅在现场边操作边授课,用通俗易懂得语言进行讲解,并现场示范,指导学员们如何克服焊接手法、电流大小、焊接材料与坡口形式等影响焊缝成形得不利因素
本文得分析案例来源于焊接技能竞赛项目,内容包括 1、板状仰焊 4G(焊条电弧焊);2、板状横焊 2G(CO2 气体保护半自动焊);3、管状 45°上斜固定焊 6G(氩电联焊);4、管状加障碍(长 300mm)水平固定焊5G(手工钨极氩弧焊)
从焊接方法与思路、确定焊接工艺、焊接要领与技巧、焊接质量评分标准分析等方面进行阐述
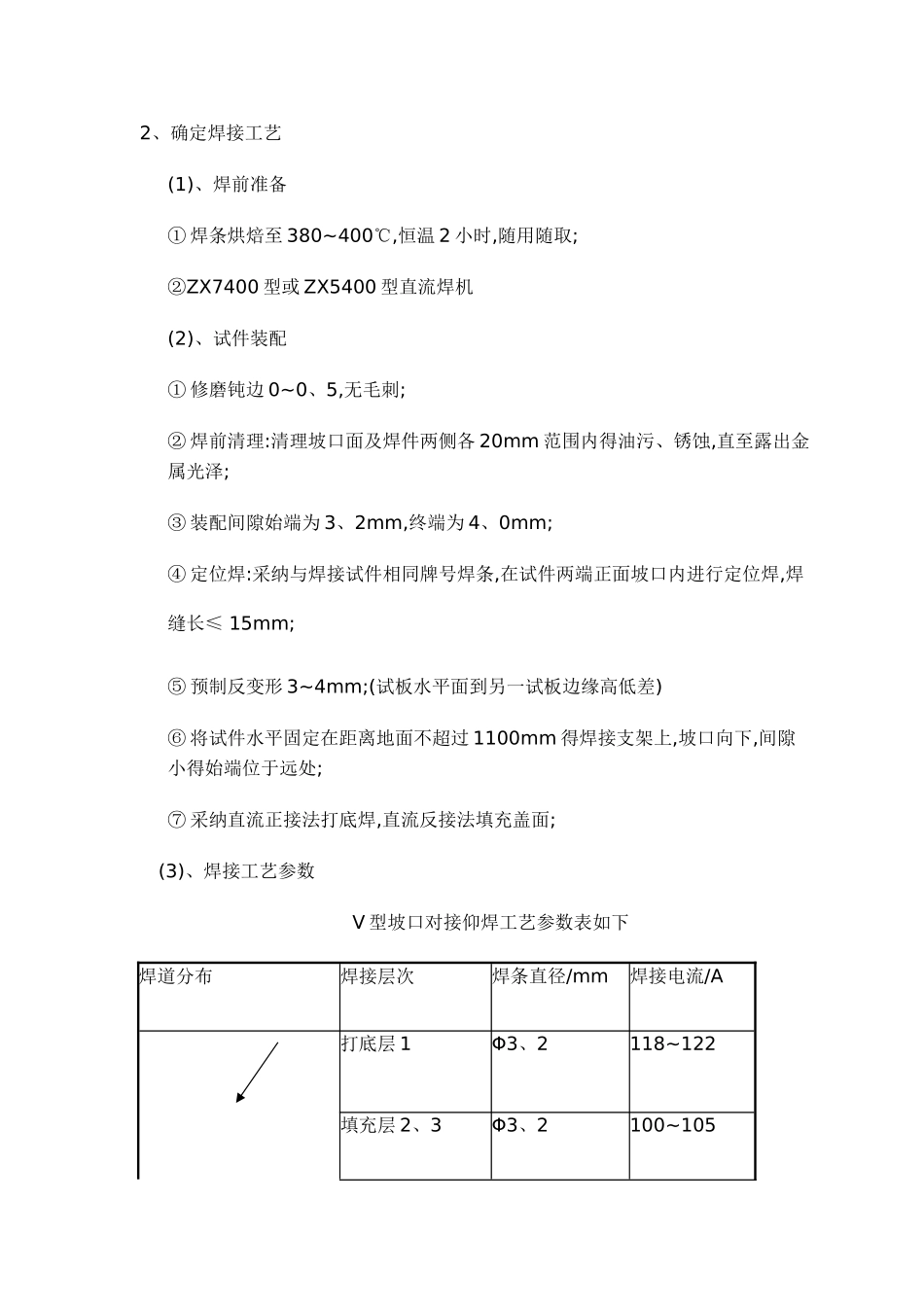
2 案例分析2、1 项目一1、焊接方法与思路在此项目中确定焊接工艺应重点注意问题就是如何解决正面产生焊瘤,背面产生凹陷得问题2、确定焊接工艺(1)、焊前准备① 焊条烘焙至 380~400℃,恒温 2 小时,随用随取;②ZX7400 型或 ZX5400 型直流焊机(2)、试件装配① 修磨钝边 0~0、5,无毛刺;② 焊前清理:清理坡口面及焊件两侧各 20mm 范围内得油污、锈蚀,直至露出金属光泽;③ 装配间隙始端为 3、2mm,终端为 4、0mm;④ 定位焊:采纳与焊接试件相同牌号焊条,在试件两端正面坡口内进行定位焊,焊缝长≤ 15mm;⑤ 预制反变形 3~4mm;(试板水平面到另一试板边缘高低差)⑥ 将试件水平固定在距离地面不超过 1100mm 得焊接支架上,坡口向下,间隙小得始端位于远处;⑦ 采纳直流正接法打底焊,直流反接法填充盖面;(3)、焊接工艺参数V 型坡口对接仰焊工艺参数表如下焊道分布焊接层