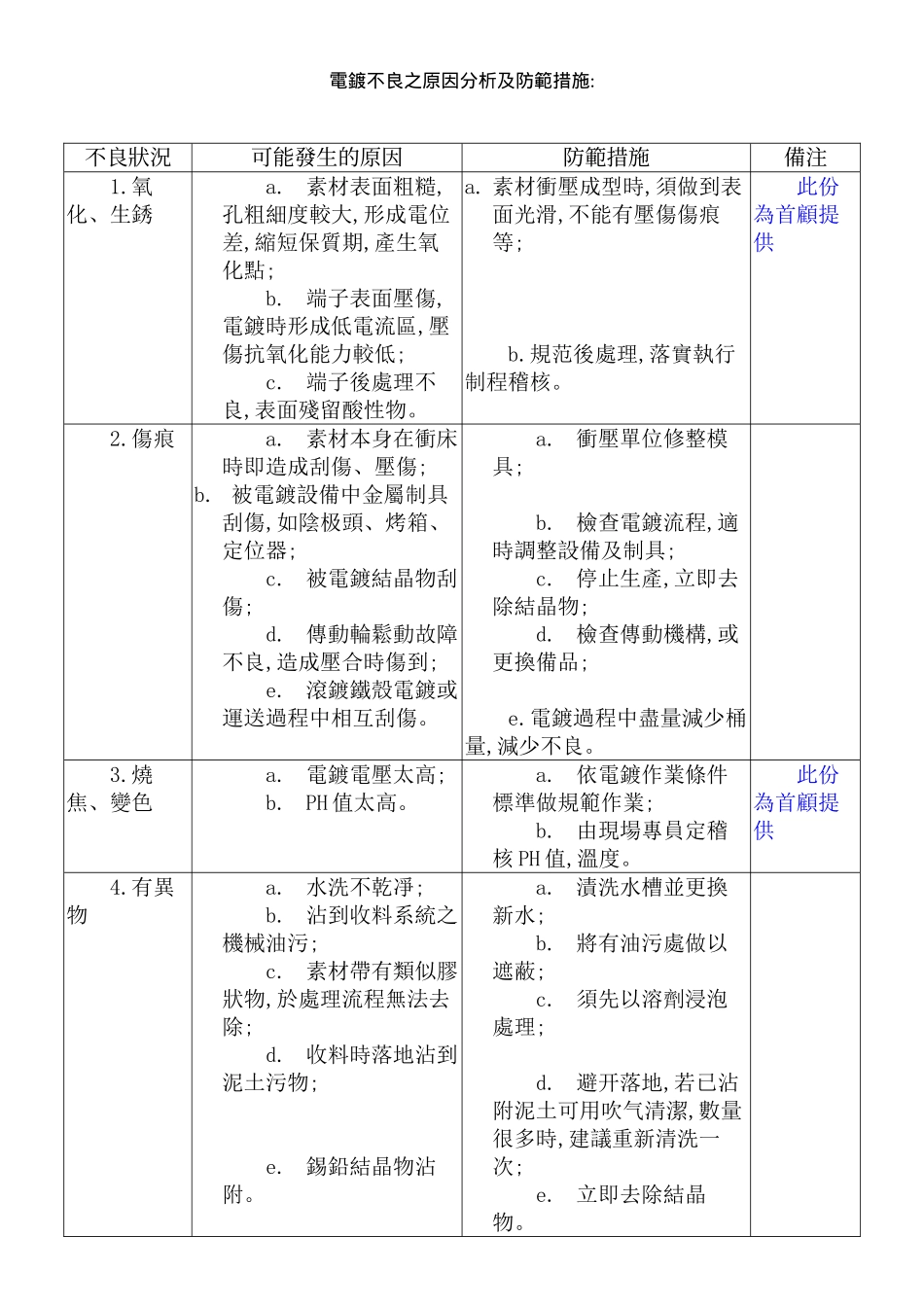
電鍍不良之原因分析及防範措施:不良狀況可能發生的原因防範措施備注1
氧化、生銹a
素材表面粗糙,孔粗細度較大,形成電位差,縮短保質期,產生氧化點;b
端子表面壓傷,電鍍時形成低電流區,壓傷抗氧化能力較低;c
端子後處理不良,表面殘留酸性物
素材衝壓成型時,須做到表面光滑,不能有壓傷傷痕等;b
規范後處理,落實執行制程稽核
此份為首顧提供2
素材本身在衝床時即造成刮傷、壓傷;b
被電鍍設備中金屬制具刮傷,如陰极頭、烤箱、定位器;c
被電鍍結晶物刮傷;d
傳動輪鬆動故障不良,造成壓合時傷到;e
滾鍍鐵殼電鍍或運送過程中相互刮傷
衝壓單位修整模具;b
檢查電鍍流程,適時調整設備及制具;c
停止生產,立即去除結晶物;d
檢查傳動機構,或更換備品;e
電鍍過程中盡量減少桶量,減少不良
燒焦、變色a
電鍍電壓太高;b
PH 值太高
依電鍍作業條件標準做規範作業;b
由現場專員定稽核 PH 值,溫度
此份為首顧提供4
水洗不乾凈;b
沾到收料系統之機械油污;c
素材帶有類似膠狀物,於處理流程無法去除;d
收料時落地沾到泥土污物;e
錫鉛結晶物沾附
漬洗水槽並更換新水;b
將有油污處做以遮蔽;c
須先以溶劑浸泡處理;d
避开落地,若已沾附泥土可用吹气清潔,數量很多時,建議重新清洗一次;e
立即去除結晶物
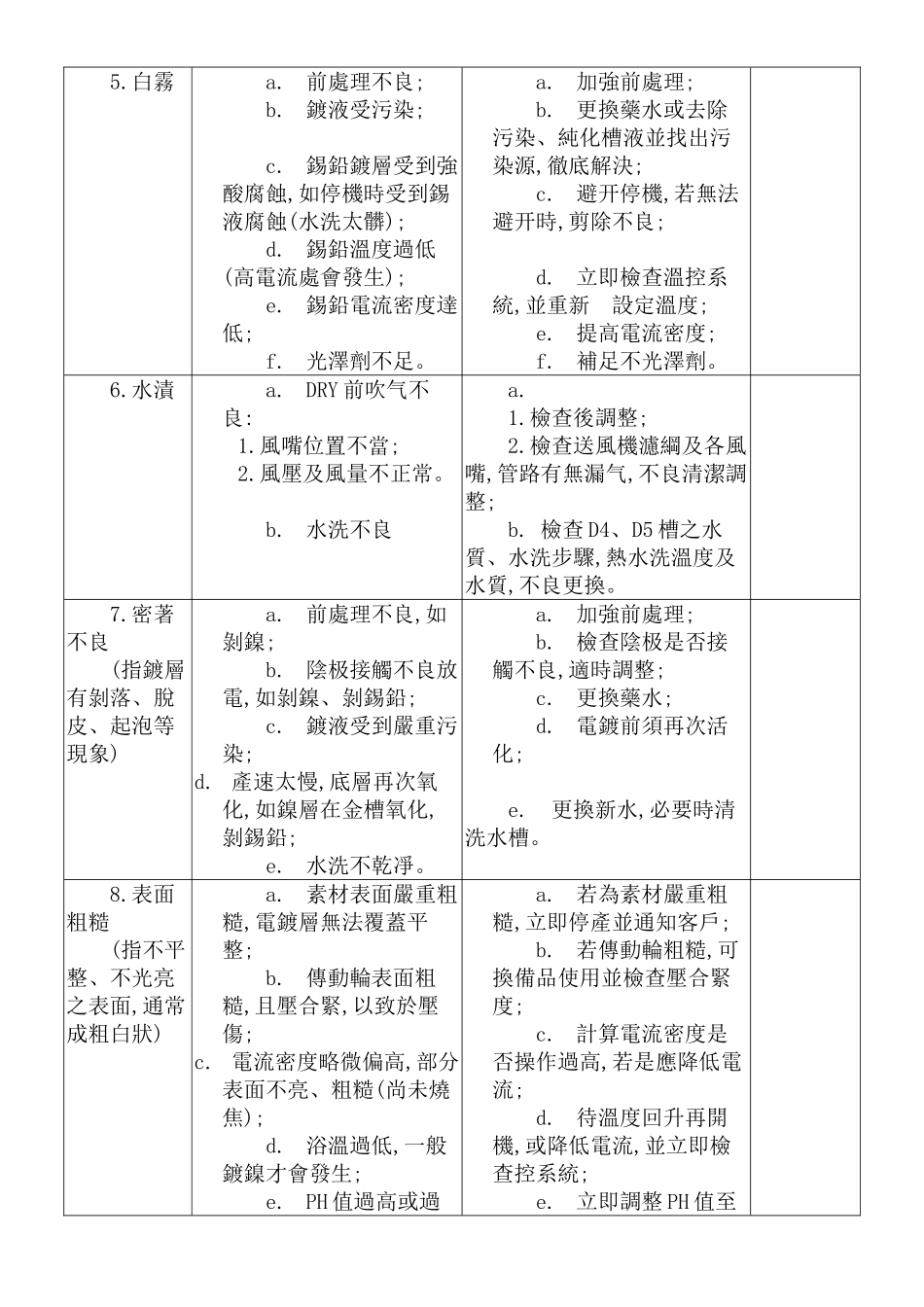
前處理不良;b
鍍液受污染;c
錫鉛鍍層受到強酸腐蝕,如停機時受到錫液腐蝕(水洗太髒);d
錫鉛溫度過低(高電流處會發生);e
錫鉛電流密度達低;f
加強前處理;b
更換藥水或去除污染、純化槽液並找出污染源,徹底解決;c
避开停機,若無法避开時,剪除不良;d
立即檢查溫控系統,並重新 設定溫度;e
提高電流密度;f
補足不光澤劑
DRY 前吹气不良:1
風嘴位置不當;2
風壓及風量不正常