无锡宝达石油管制造有限公司磷化作业指导书编制:审核:批准:文件编号:BD/C1-39受控状态版本号A/0实施日期2008 年 1 月 5 日1 目的为了法律规范磷化工艺操作,提高产品质量
2 范围适用于本厂磷化工艺
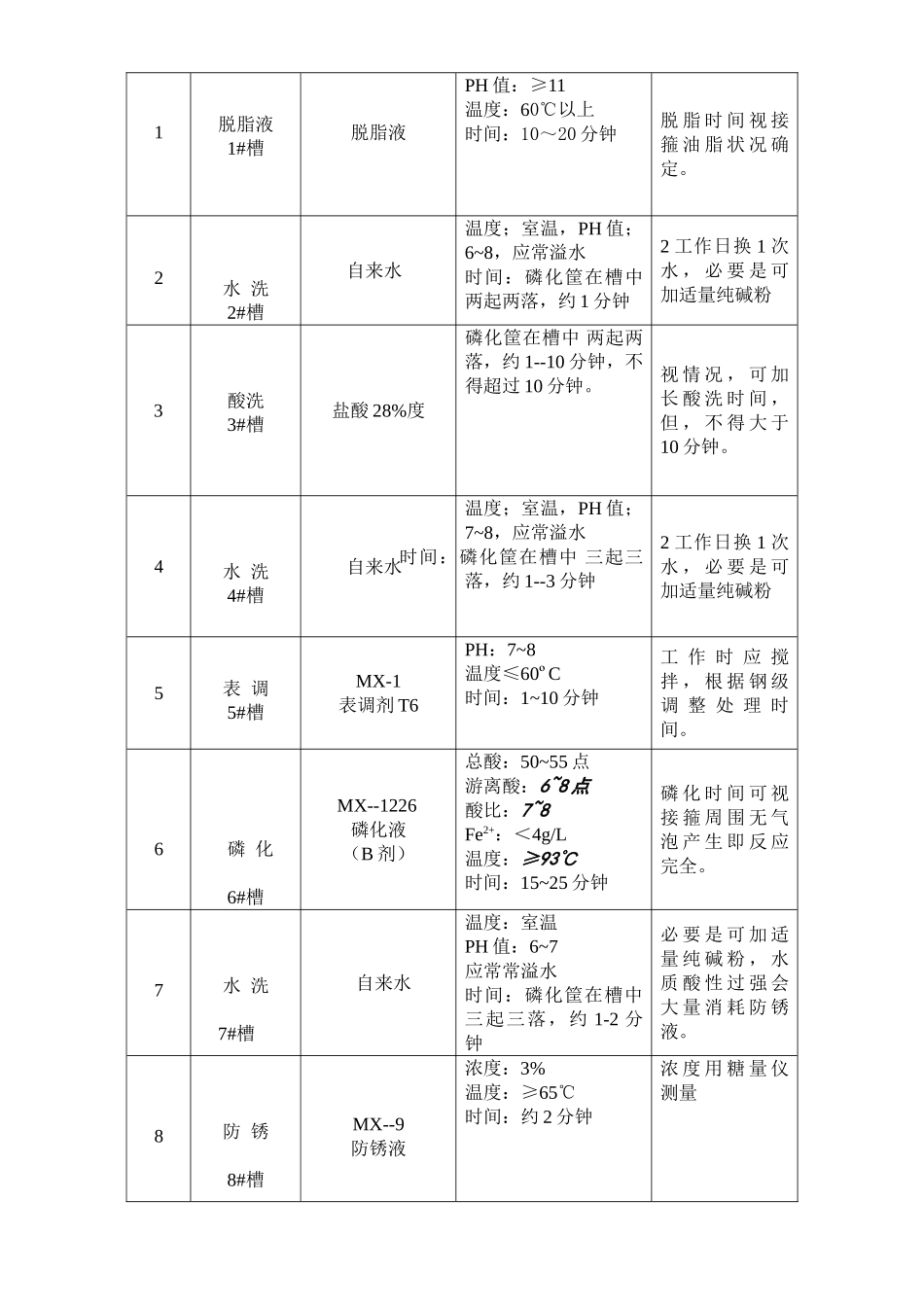
3 内容一 磷化工艺流程及技术要求序号工序名称产品牌号及名称工艺控制要求备 注1脱脂液1#槽脱脂液PH 值:≥11温度:60℃以上 时间:10~20 分钟脱 脂 时 间 视 接箍 油 脂 状 况 确定
2水 洗2#槽自来水温度;室温,PH 值;6~8,应常溢水时间:磷化筐在槽中 两起两落,约 1 分钟2 工作日换 1 次水 , 必 要 是 可加适量纯碱粉3酸洗3#槽盐酸 28%度磷化筐在槽中 两起两落,约 1--10 分钟,不得超过 10 分钟
视 情 况 , 可 加长 酸 洗 时 间 ,但 , 不 得 大 于10 分钟
4水 洗4#槽自来水温度;室温,PH 值;7~8,应常溢水时间:磷化筐在槽中 三起三落,约 1--3 分钟2 工作日换 1 次水 , 必 要 是 可加适量纯碱粉5表 调5#槽MX-1表调剂 T6PH:7~8温度≤60ºC时间:1~10 分钟 工 作 时 应 搅拌 , 根 据 钢 级调 整 处 理 时间
6磷 化6#槽MX--1226磷化液(B 剂)总酸:50~55 点游离酸:6~8 点酸比:7~8Fe2+:<4g/L温度:≥93℃时间:15~25 分钟磷 化 时 间 可 视接 箍 周 围 无 气泡 产 生 即 反 应完全
7水 洗7#槽自来水温度:室温PH 值:6~7应常常溢水时间:磷化筐在槽中三起三落,约 1-2 分钟必 要 是 可 加 适量 纯 碱 粉 , 水质 酸 性 过 强 会大 量 消 耗 防 锈液
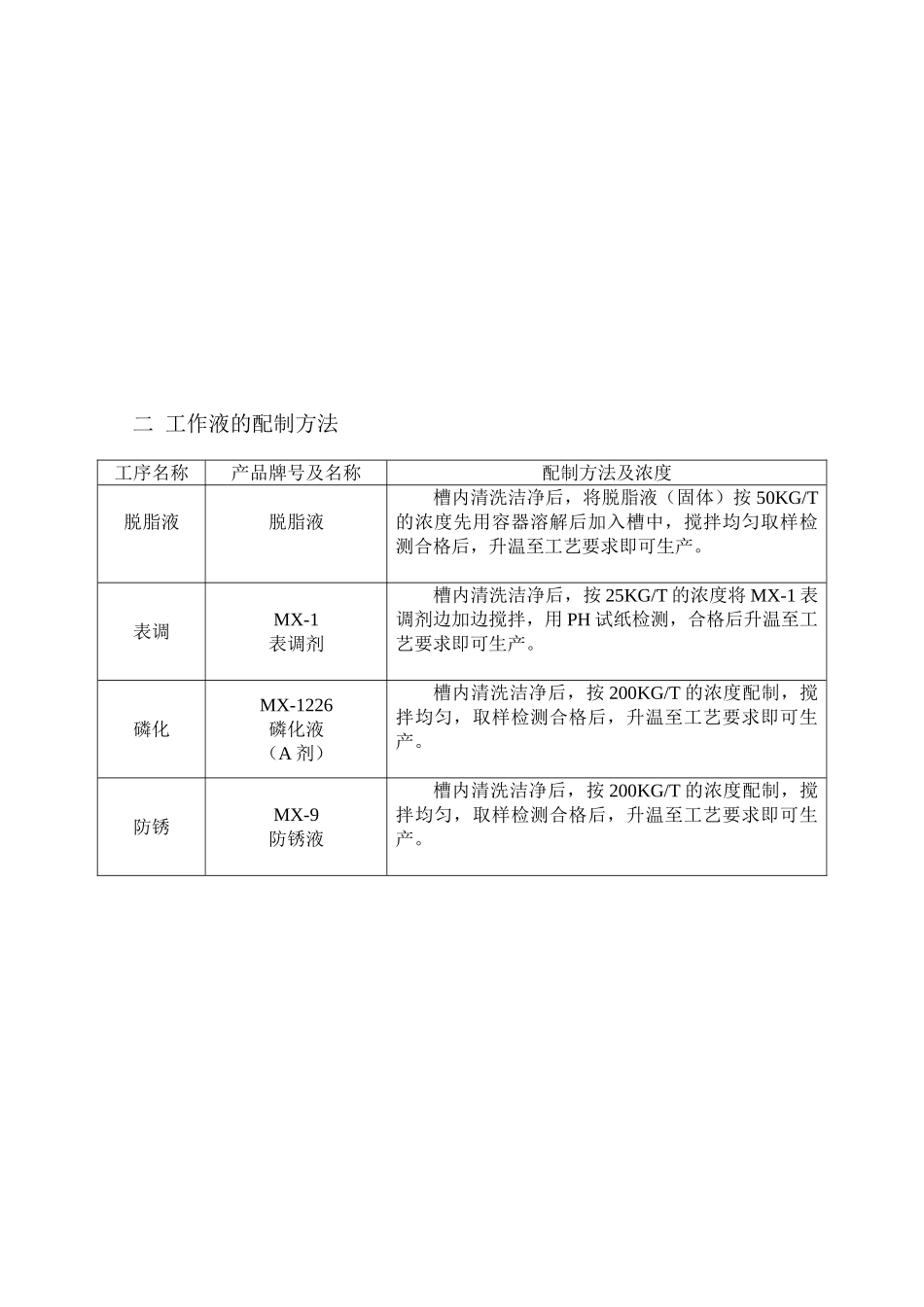
8防 锈8#槽MX--9防锈液浓度:3%温度:≥65℃时间:约 2 分钟浓 度 用 糖 量 仪测量二 工作液的配制方法工序名称产品牌号