立式加工中心精度检测记录表机床型号: 机床编号: 检测日期:检 测 人: 记 录 人:N0
检验项目检验方法示意图允差值测量值1工作台面之真平度(水平度)(A)X轴方向将工作台移至 X 轴Y 轴方向运动全程之中央,以精密水平仪在工作台上面作中央及两端 3 处之测量,以其读数之最大差为测量值
06/M(B)Y轴方向0
04/M2X 轴方向运动与工作台面的平行度将 固 定 于 主 轴 头上之千分表与工作台顶面接触,并沿 X 轴方向移动工作台,以全程距离内千分表读数 之 最 大 差 为 测 量值
03Per 3003Y 轴方向运动与工作台面的平行度将 固 定 于 主 轴 头上之千分表与工作台顶面接触,并沿 Y 轴方向移动工作台,以全程距离内千分表读数 之 最 大 差 为 测 量值
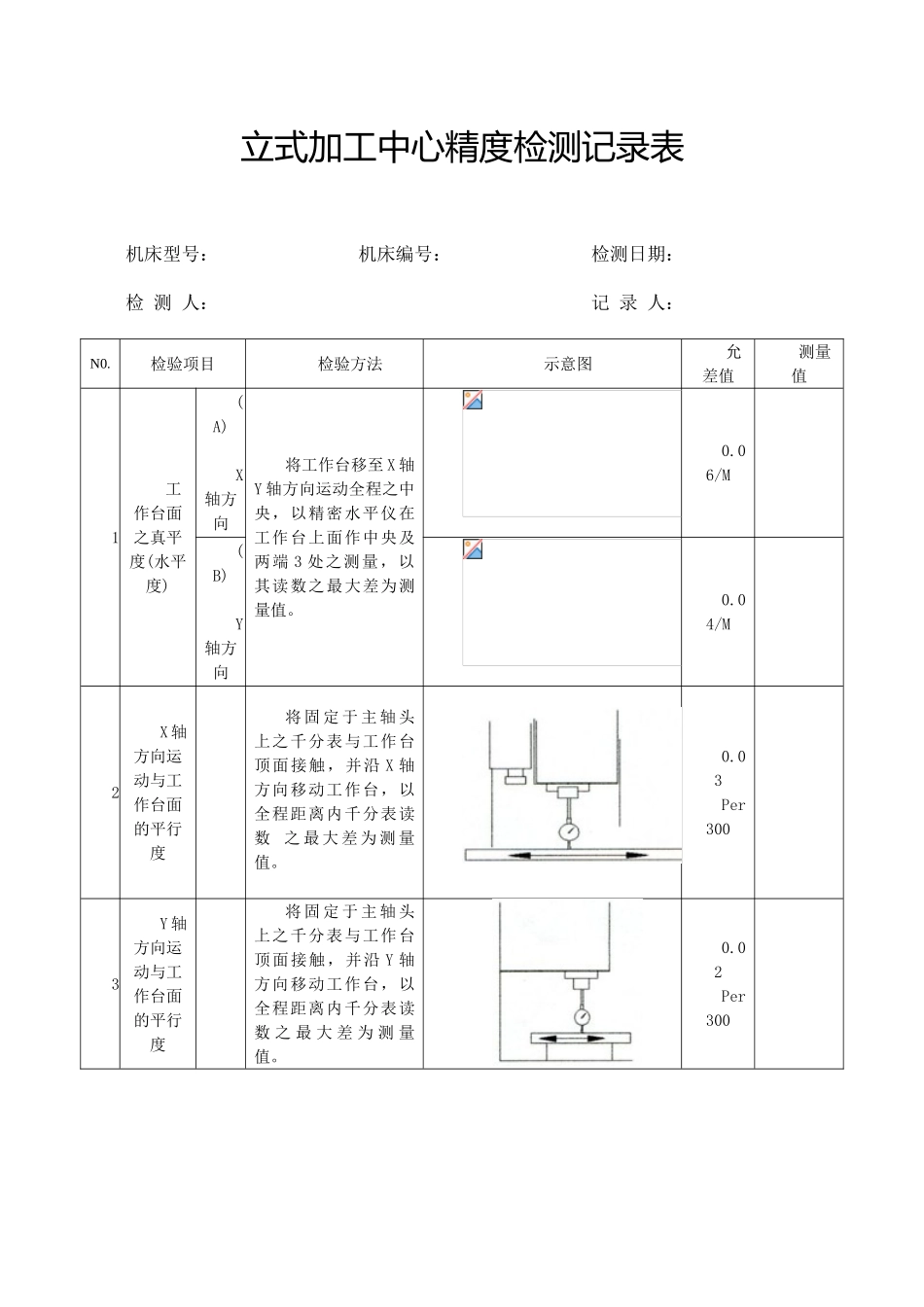
02Per 3004X 轴方向运动与工作台基准 T 形槽侧面的平行度将 直 规 之 凸 边 与工作台基准 T 形槽侧面依靠,在其垂直面将固定于主轴头之千分表与之接触,并沿 X轴方向移动工作台连同直规,以全程距离内千分表读数之最大差为测量值
03Per 3005X 轴方向运动与 Y轴方向运动的垂直度将工作台移至 X 轴方 向 运 动 全 程 之 中央,将角尺置于工作台上,使角尺之一边与工作台之 X 轴方向运动平行,再将固定于主轴头之千分表与角尺另一边接触并沿 Y轴方向移动工作台,以千分表读数之最大差为测量值
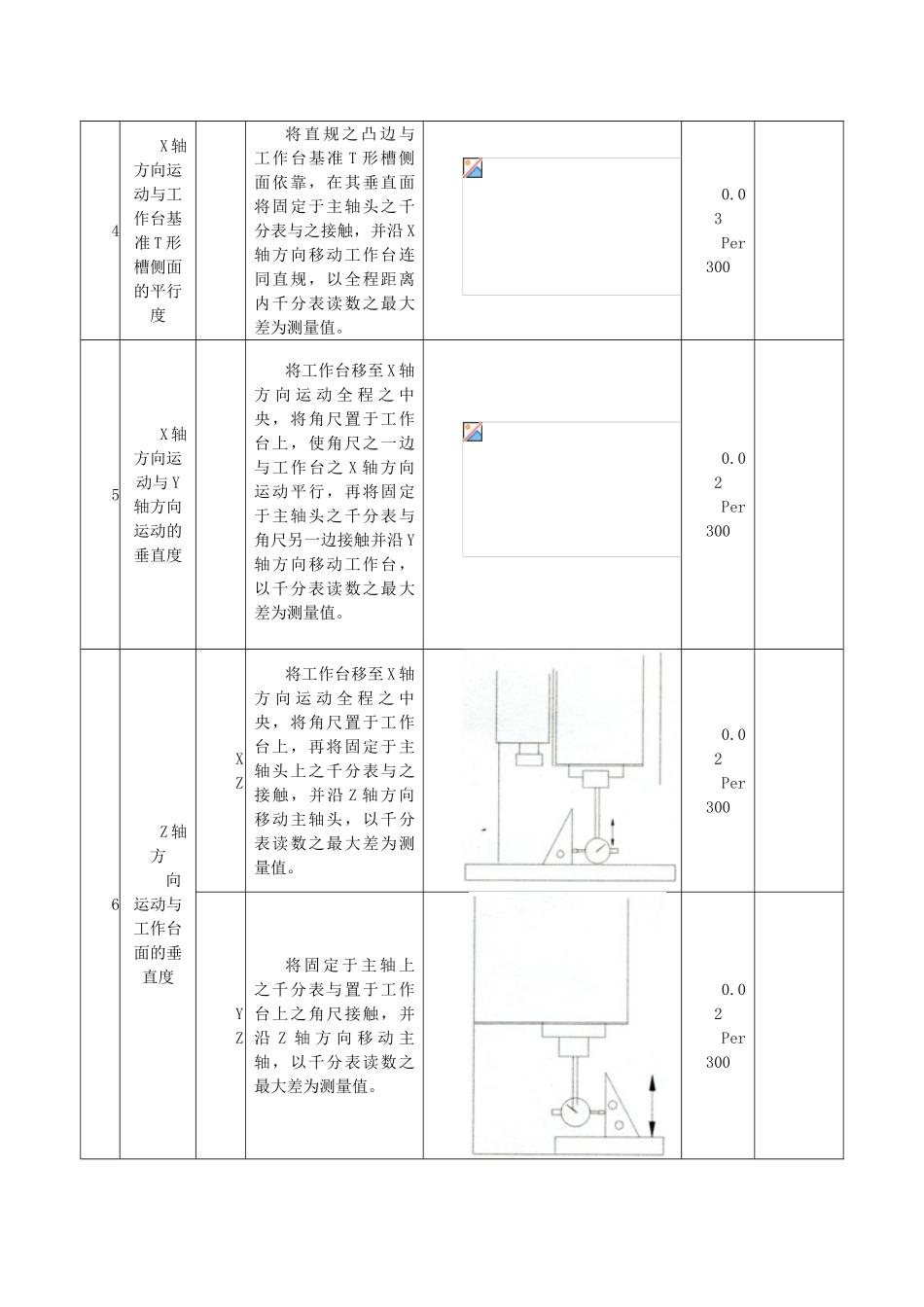
02Per 3006Z 轴方向运动与工作台面的垂直度XZ将工作台移至 X 轴方 向 运 动 全 程 之 中央,将角尺置于工作台上,再将固定于主轴头上之千分表与之接触,并沿 Z 轴方向移动主轴头,以千分表读数之最大差为测量值
02Per 300YZ将 固 定 于 主 轴 上之千分表与置于工作台上之角尺接触,并沿 Z 轴 方 向 移 动 主轴,以千分表读数之最大差为测量值