非金属风管制作及安装1 范围 本工艺标准适用于无机原料制成的玻璃钢风管的制作与安装工程
2 施工准备 2
1 材料及主要机具: 2
1 所用的无机原料、玻纤布及填充料等应符合设计要求
原料中填充料及含量应有法定检测部门的证明技术文件
2 玻璃钢中玻纤布的含量与规格应符合设计要求,玻纤布应干燥、清洁,不得含蜡
3 主要机具有:各类胎具,料桶,刷子,不锈钢板尺,角尺,量角器,钻孔机
4 所制成品的主要技术参数应符合国家有关试验规定
2 作业条件: 2
1 集中加工应具有宽敞、明亮、干净、通风、地面平整、不潮湿的厂房
2 有一定的成品存放地并有防雨、雪、风且结构牢固的设施
3 作业点要有相应的加工用模具、设施电源、消防器材等
4 成品制作应有批准的图纸,经审查的大样图、系统图,并有负责人的书面技术、质量、安全交底
3 操作工艺 3
1 工艺流程支模→成型 (按法律规范要求一层无机原料一层玻纤布)→检验→固化→打孔→入库 3
2 按大样图选适当模具支在特定的架子上开始操作
风管用 1∶1 经纬线的玻纤布增强,无机原料的重量含量为 50%~60%
玻纤布的铺置接缝应错开,无重叠现象
原料应涂刷均匀,不得漏涂
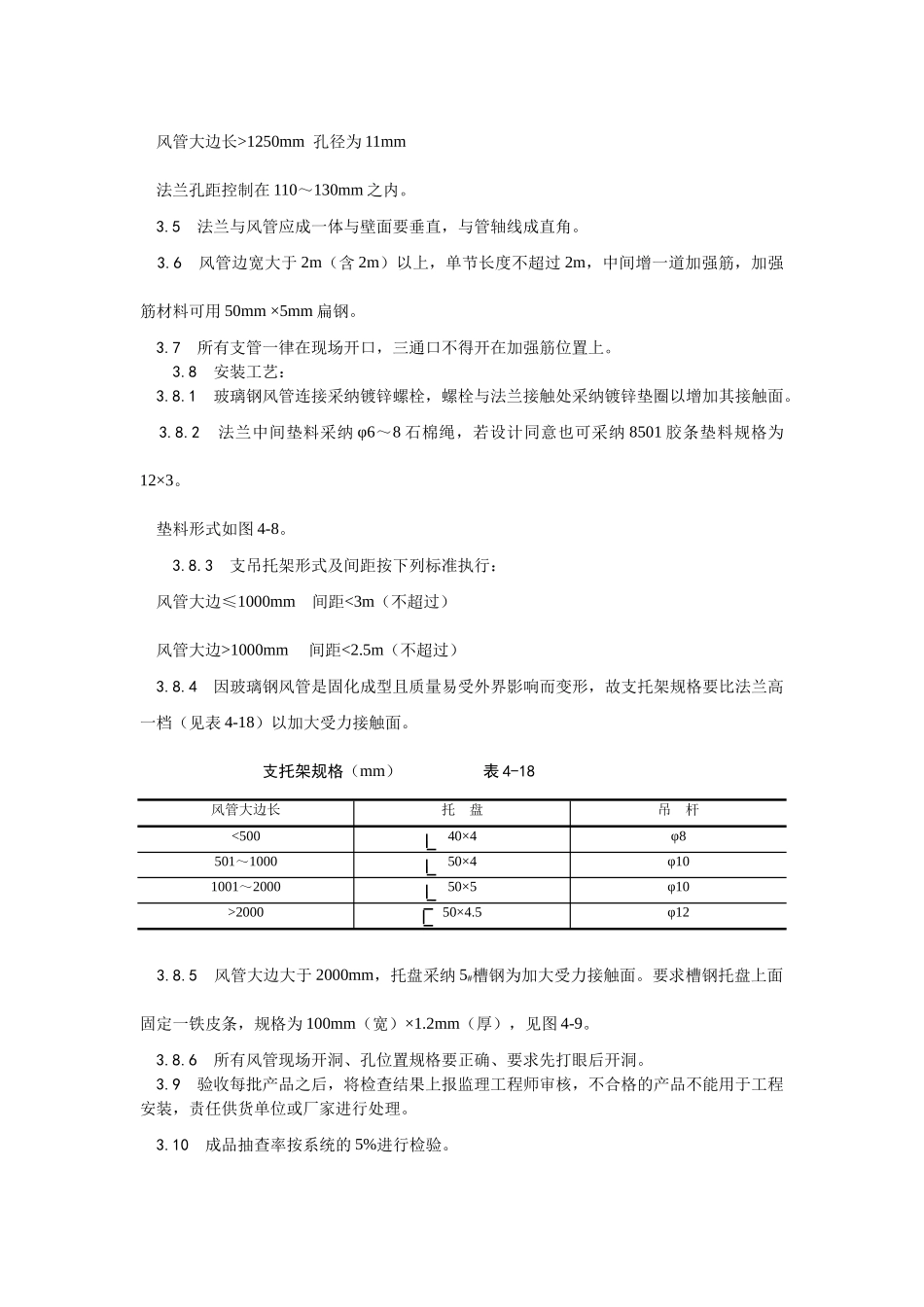
3 玻璃钢风管和配件的壁厚及法兰规格应符合表 4-17 的规定(见图 4-7)
玻璃钢风管和配件壁厚及法表规格 表 4-17矩形风管大边尺寸(mm)管 壁 厚 度δ (mm)法 兰 规 格a×b (mm)