006 钢网架结构拼装工艺1 范畴 本工艺标准适用于钢网架螺栓球节点、焊接球节点、焊接钢板节点的钢网架结构地面拼装工程
2 施工预备 2
1 材料: 2
1 钢网架拼装的钢材与连接材料、高强度螺栓、焊条等材料应符合设计要求,并应有出厂合格证明
2 螺栓球、空心焊接球、加助焊接球、锥头、套筒、封板、网架杆件、焊接钢板节点等半成品,应符合设计要求及相应的国家标准的规定
1 制造钢结构网架用的螺栓球的钢材,必须符合设计规定及相应材料的技术条件和标准
螺栓球严禁有过烧、裂纹及付种隐患,成品球必须对最大的螺孔进行抗拉强度检验
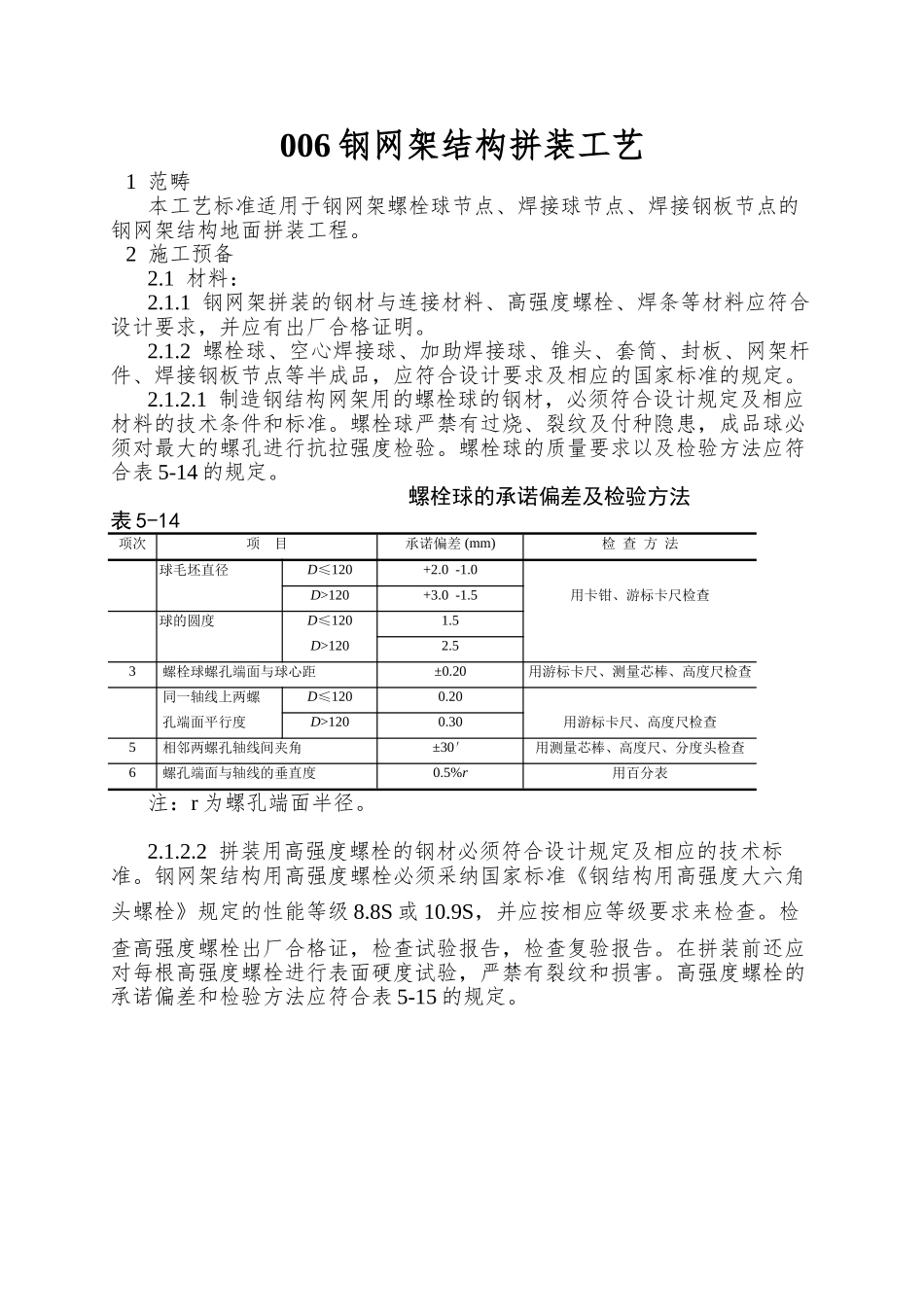
螺栓球的质量要求以及检验方法应符合表 5-14 的规定
螺栓球的承诺偏差及检验方法 表 5-14项次项 目承诺偏差 (mm)检 查 方 法球毛坯直径D≤120+2
0D>120+3
5用卡钳、游标卡尺检查球的圆度D≤1201
5D>1202
53 螺栓球螺孔端面与球心距±0
20用游标卡尺、测量芯棒、高度尺检查 同一轴线上两螺D≤1200
20 孔端面平行度D>1200
30用游标卡尺、高度尺检查5 相邻两螺孔轴线间夹角±30′用测量芯棒、高度尺、分度头检查6 螺孔端面与轴线的垂直度0
5%r用百分表 注:r 为螺孔端面半径
2 拼装用高强度螺栓的钢材必须符合设计规定及相应的技术标准
钢网架结构用高强度螺栓必须采纳国家标准《钢结构用高强度大六角头螺栓》规定的性能等级 8
8S 或 10
9S,并应按相应等级要求来检查
检查高强度螺栓出厂合格证,检查试验报告,检查复验报告
在拼装前还应对每根高强度螺栓进行表面硬度试验,严禁有裂纹和损害
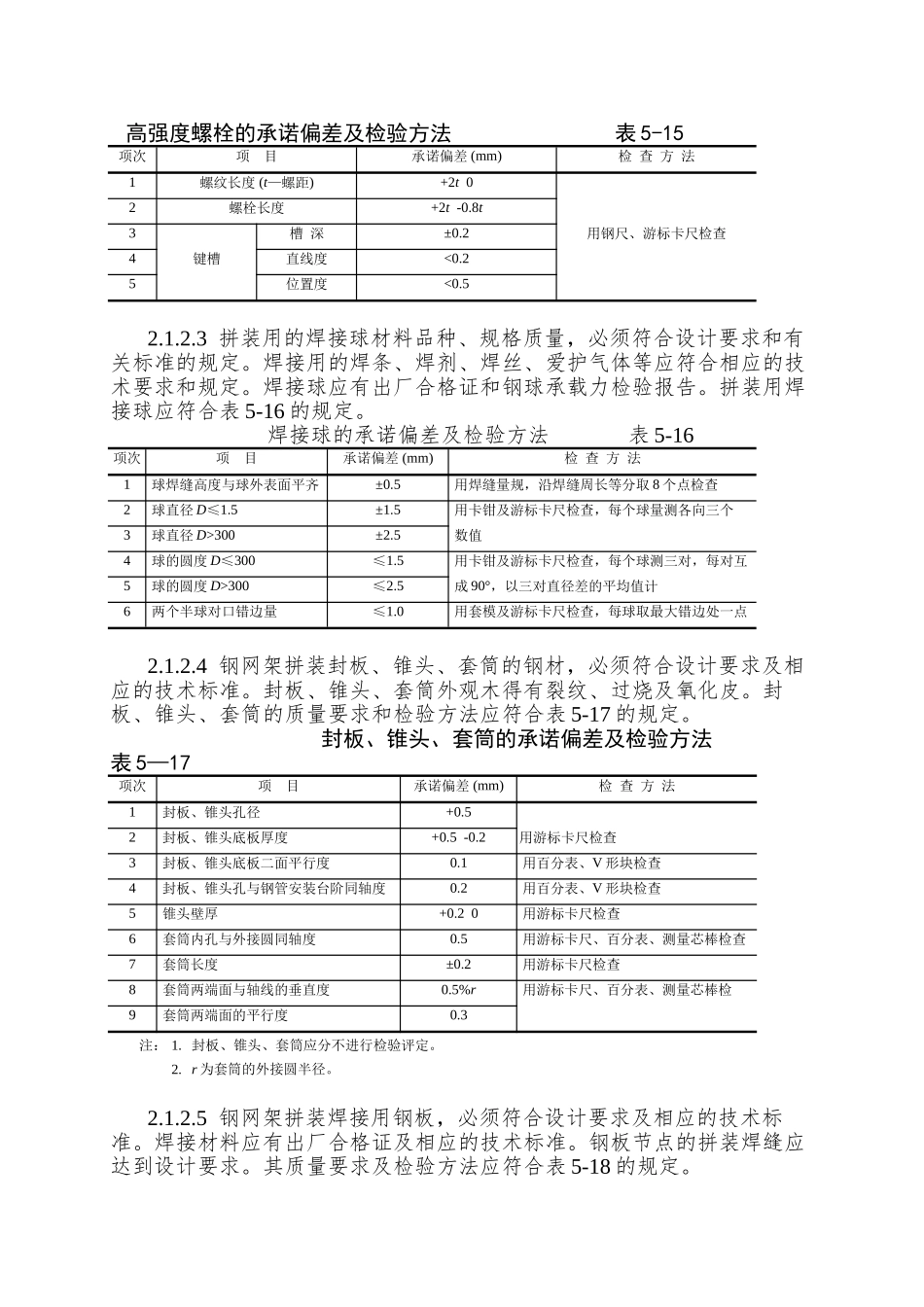
高强度螺栓的承诺偏差和检验方法应符合表 5-15 的规定
高强度螺栓的承诺偏差及检验方法 表 5-15项次项 目承诺偏差 (mm)检 查 方 法1螺纹长度 (t—螺距