1、当您付费下载文档后,您只拥有了使用权限,并不意味着购买了版权,文档只能用于自身使用,不得用于其他商业用途(如 [转卖]进行直接盈利或[编辑后售卖]进行间接盈利)。2、本站所有内容均由合作方或网友上传,本站不对文档的完整性、权威性及其观点立场正确性做任何保证或承诺!文档内容仅供研究参考,付费前请自行鉴别。3、如文档内容存在违规,或者侵犯商业秘密、侵犯著作权等,请点击“违规举报”。
碎片内容
14 钢网壳安装焊接方案4
1 钢网壳安装焊接概述4
1 本工程中区钢网壳采纳了双层正交正放空心焊接球、管网架,除结构面积大,壳体高,网格尺寸大,结构重,球、管规格数量多外,还采纳了超大型球及管
球由 WSR2810~WSR5020,符合法律规范的1968 个,WSRR6020~WSRR9032,超法律规范的大直径球 584 个,共2552 个
另设半球 WSR6020,328 个
管由 Φ144×40~Φ465×12
计 11940 根
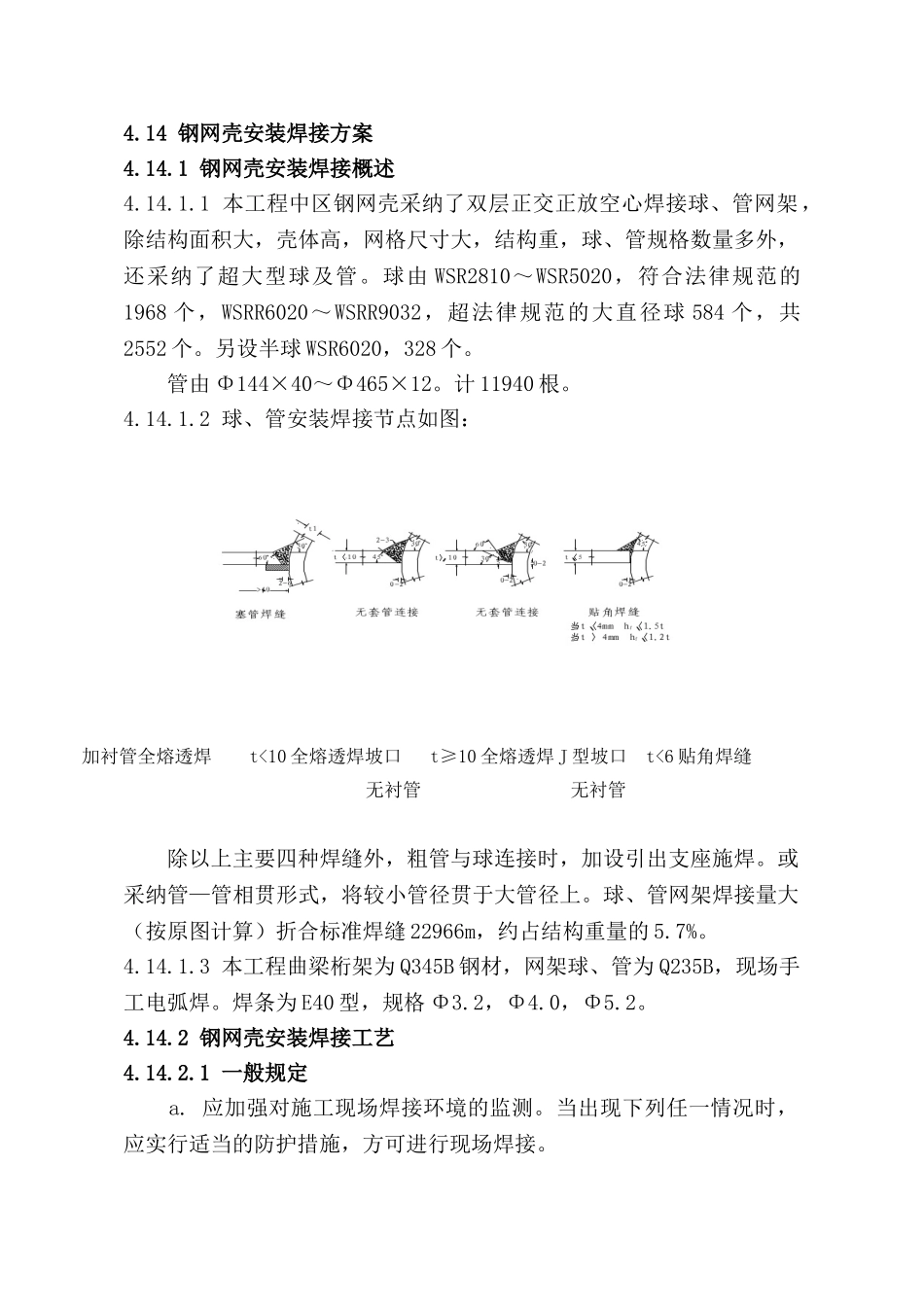
2 球、管安装焊接节点如图: 加衬管全熔透焊 t
传播文化,成就未来