文件修订履历表项次修订日期页次版次修订说明备注制订审核批准1目的明确塑胶原材料的检验与试验标准,明确检验方法,确保来料质量符合要求2适用范围桑格尔所使用的各种塑胶原材料3检验仪器和设备游标卡尺
3M600#胶纸
RCA 测试仪
盐雾试验仪4定义4
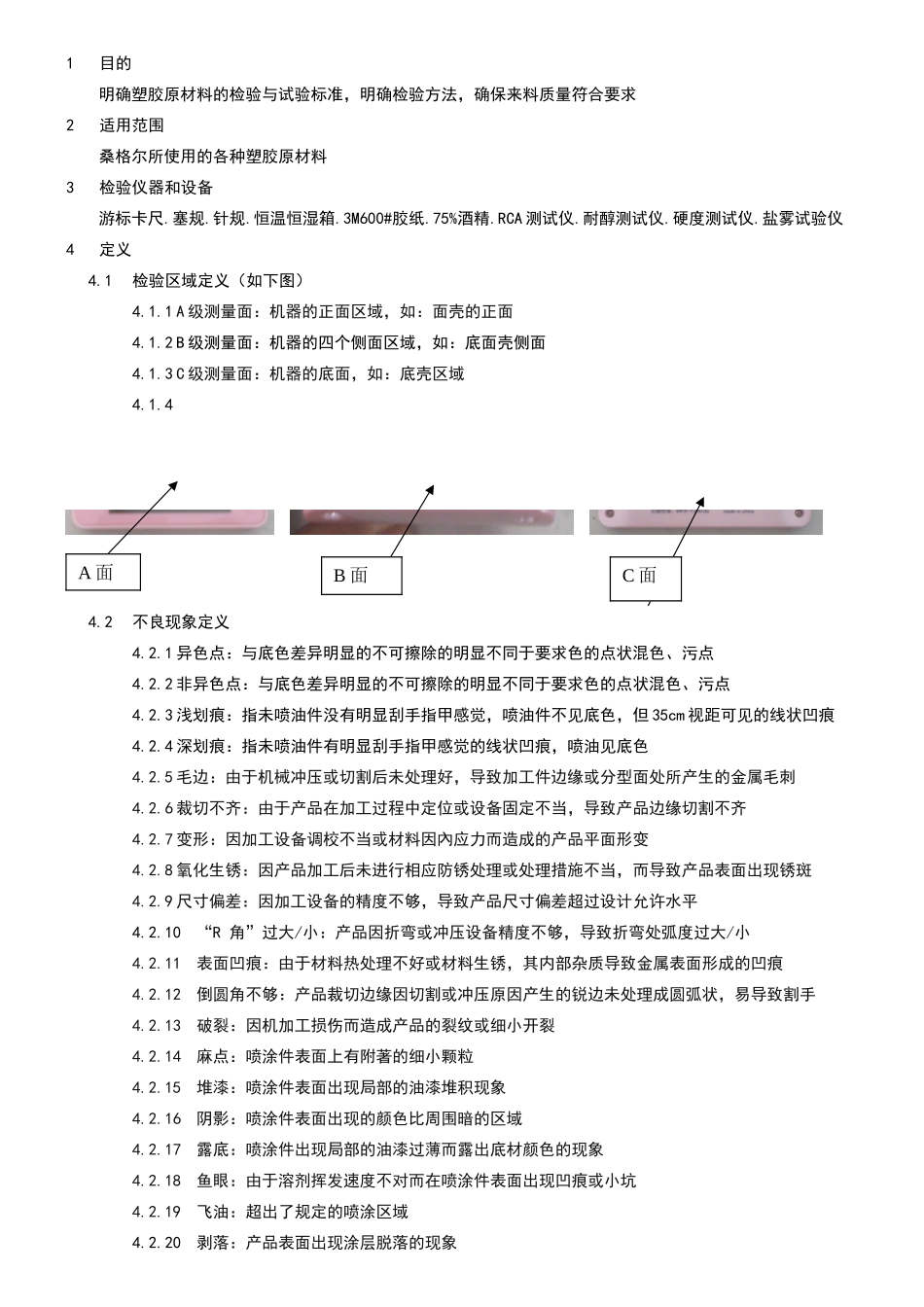
1检验区域定义(如下图)4
1 A 级测量面:机器的正面区域,如:面壳的正面4
2 B 级测量面:机器的四个侧面区域,如:底面壳侧面4
3 C 级测量面:机器的底面,如:底壳区域4
2不良现象定义4
1 异色点:与底色差异明显的不可擦除的明显不同于要求色的点状混色、污点4
2 非异色点:与底色差异明显的不可擦除的明显不同于要求色的点状混色、污点4
3 浅划痕:指未喷油件没有明显刮手指甲感觉,喷油件不见底色,但 35cm 视距可见的线状凹痕4
4 深划痕:指未喷油件有明显刮手指甲感觉的线状凹痕,喷油见底色4
5 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺4
6 裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐4
7 变形:因加工设备调校不当或材料因內应力而造成的产品平面形变4
8 氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑4
9 尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平4
10“R 角”过大/小:产品因折弯或冲压设备精度不够,导致折弯处弧度过大/小4
11表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕4
12倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手4
13破裂:因机加工损伤而造成产品的裂纹或细小开裂4
14麻点:喷涂件表