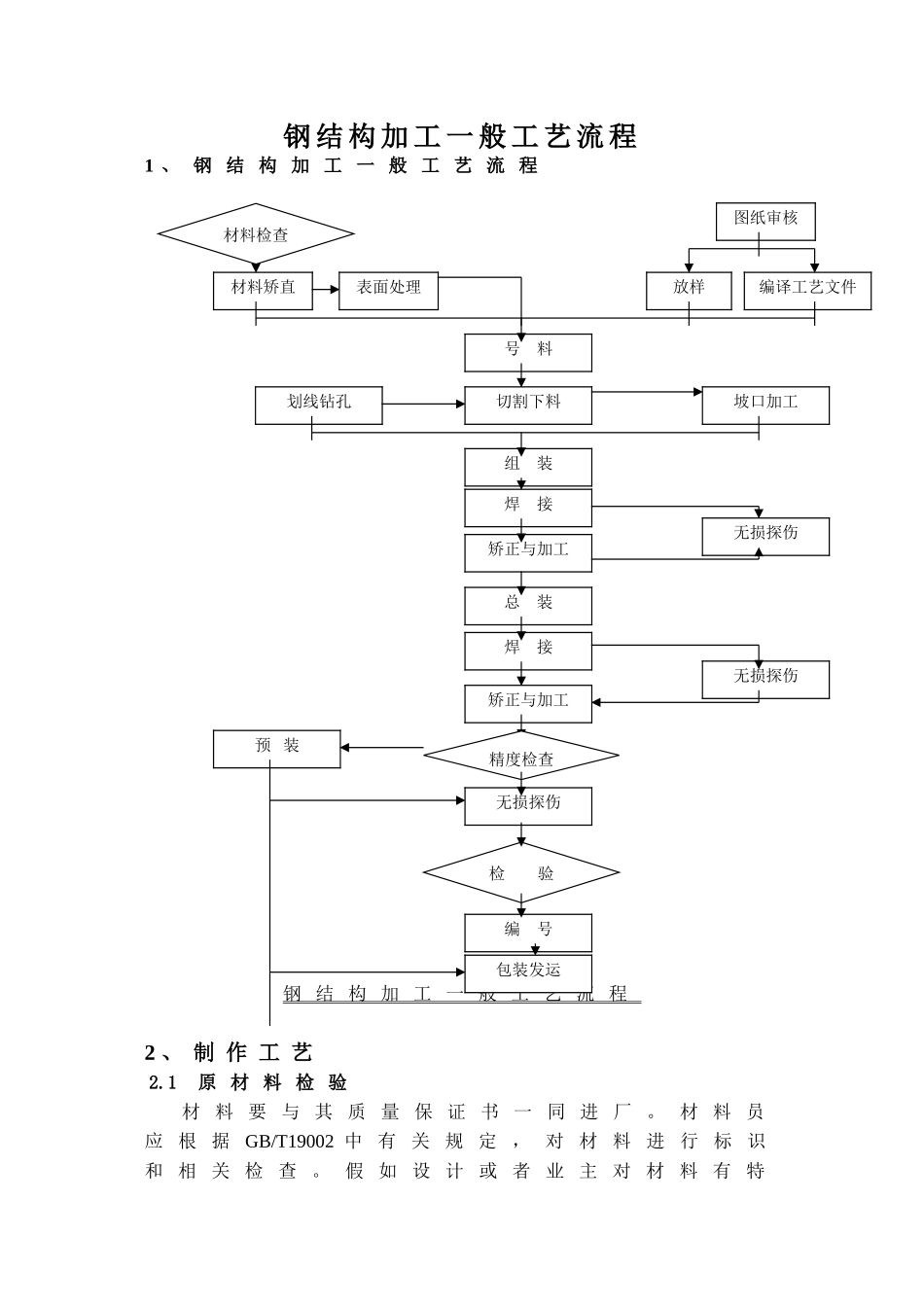
钢 结 构 加 工 一 般 工 艺 流 程1 、 钢 结 构 加 工 一 般 工 艺 流 程钢 结 构 加 工 一 般 工 艺 流 程2 、 制 作 工 艺2
1 原 材 料 检 验材 料 要 与 其 质 量 保 证 书 一 同 进 厂
材 料 员应根据GB/T19002 中有关规定,对材料进行标识和 相 关 检 查
假 如 设 计 或 者 业 主 对 材 料 有 特表面处理材料矫直编译工艺文件放样图纸审核矫正与加工焊 接组 装切割下料号 料划线钻孔坡口加工无损探伤材料检查总 装焊 接矫正与加工无损探伤无损探伤预 装精度检查检 验包装发运编 号别 的 复 检 要 求 , 应 按 要 求 进 行 复 检 , 复 检 结果 合 格 , 方 可 进 行 施 工
加 工 所 剩 余 料 , 表明 材 质 、 规 格 退 库
1 钢 材对 于 本 工 程 所 采 纳 的 结 构 型 钢 和 钢 板 材 料 ,需 要 严 格 把 关 , 以 保 证 整 个 工 程 质 量
按 供 货 方 提 供 的 供 货 清 单 进 行 数 量 清 点 ,并 计 算 供 货 重 量
按 供 货 方 提 供 的 型 钢 的 尺 寸 及 公 差 要 求 ,对 各 种 规 格 的 型 钢 检 查 其 端 面 尺 寸 、 厚 度 、长 度 及 直 线 度 ; 对 各 种 规 格 的 钢 板 , 检 查 其长 宽 尺 寸 、 厚 度 及 平 整 度 , 并 检 查 型 钢 及 钢板 的 外 表 面 质 量
汇 总 各 项 检 查 记 录 , 交 现 场 监 理 确 认 , 并报 指 挥 部
材 料 的 使 用 严 格 按 排 版 图 和 放 样 资 料 进 行领 料 , 实 现 专 料 专 用 , 严 禁 私 自 代 用
2 焊 材( 1 )本 工 程 电 弧 焊 采