焊接工艺评定报告课 题 φ813×15
9 L450(X65) 管对接接头焊缝(主线) 评定报告编号 CQDS-PQR-1 评 定 日 期 2025 年 11 月 16 日 焊 接 方 法 手工电弧焊 , 自保护 焊 接 材 料 E6010 、 E71T8-Ni1J 表 B
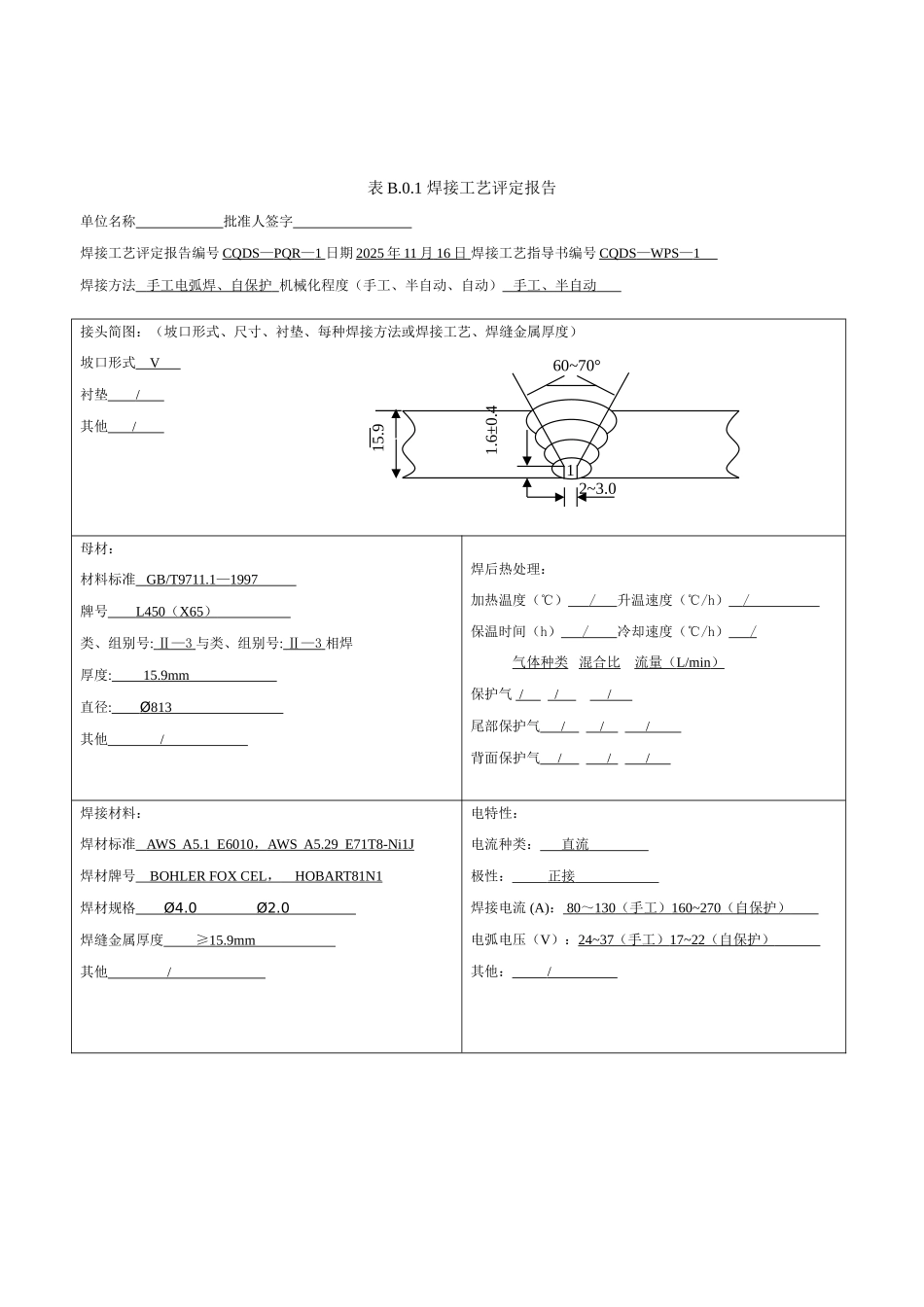
1 焊接工艺评定报告单位名称 批准人签字 焊接工艺评定报告编号 CQDS — PQR — 1 日期 2025 年 11 月 16 日 焊接工艺指导书编号 CQDS — WPS — 1 焊接方法 手工电弧焊、自保护 机械化程度(手工、半自动、自动) 手工、半自动 接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)坡口形式 V 衬垫 / 其他 / 母材:材料标准 GB/T9711
1 — 1997 牌号 L450 ( X65 ) 类、组别号: Ⅱ —3 与类、组别号: Ⅱ —3 相焊厚度: 15
9mm 直径: Ø 813 其他 / 焊后热处理:加热温度(℃) / 升温速度(℃/h) / 保温时间(h) / 冷却速度(℃/h) / 气体种类 混合比 流量( L/min ) 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 焊接材料:焊材标准 AWS A5
1 E6010 , AWS A5
29 E71T8-Ni1J 焊材牌号 BOHLER FOX CEL , HOBART81N1 焊材规格 Ø 4
0 焊缝金属厚度 ≥ 15
9mm 其他 / 电特性:电流种类: 直流 极性: 正接 焊接电流 (A): 80 ~ 130 (手工) 160~270 (自保护) 电弧电压(V):24~37 (手工) 17~22 (自保护) 其他: / 2~3
060~70°1
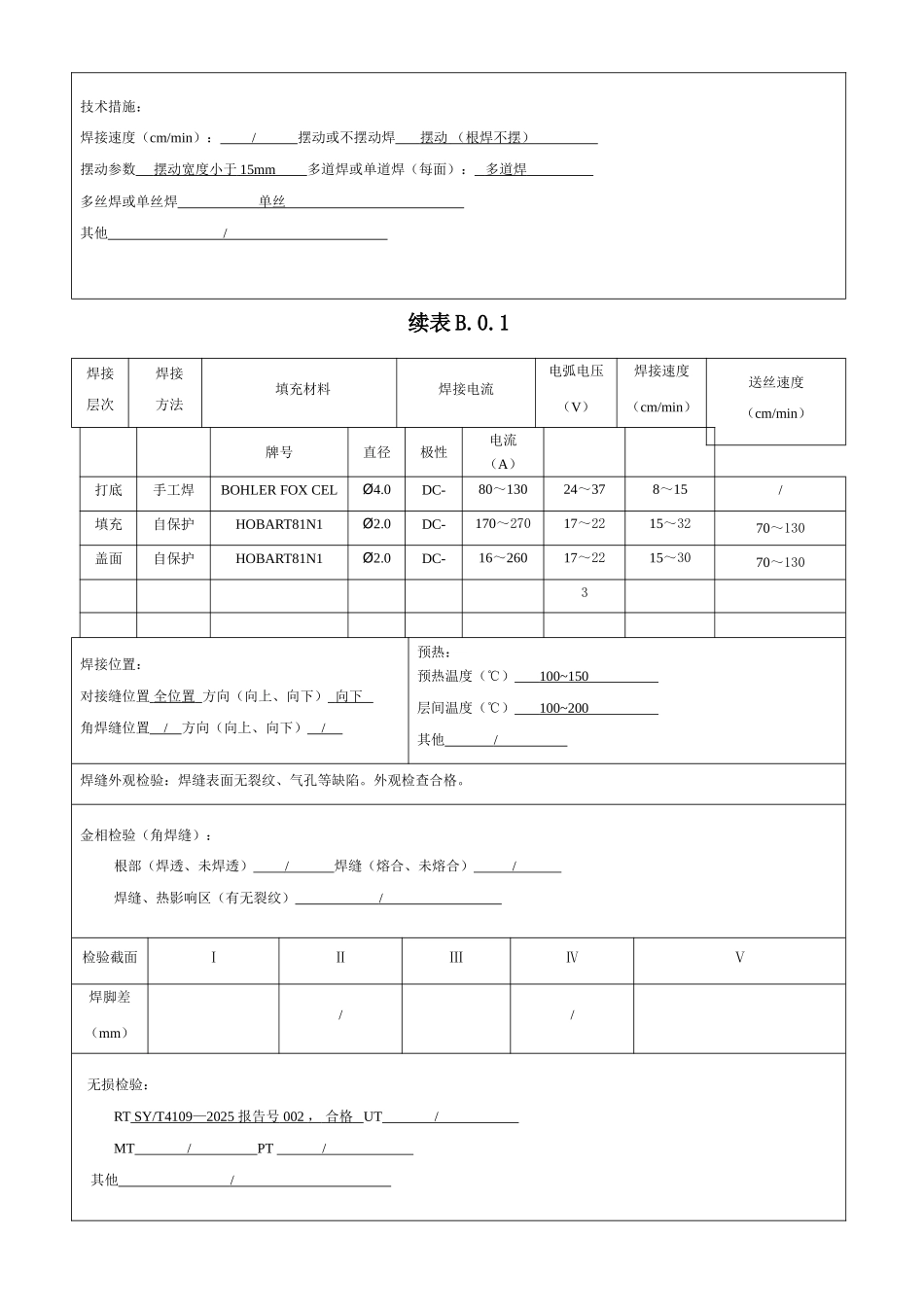
9321技术措施:焊接速度(cm/min): / 摆动或不摆动焊 摆动 (根焊不摆