STT 根焊技术在西气东输二线管道工程中的应用STT 根焊技术在西气东输二线管道工程中的应用 【摘要 】本文讲述了 STT 焊接工艺在根焊焊接中的参数确定、操作要点、常见缺陷分析及质量控制措施
并通过 STT 焊接技术在西二线 31 标段的实际应用,证明该工艺具有焊接速度快、焊缝成型质量好、易于控制、飞溅少等优点
【关键词 】 STT 根焊工艺参数质量控制 中图分类号:F253 文献标识码: A 一、工程概况 西气东输二线工程是国家“十一五”规划的重点项目,也是我国目前正在建设的最大一条输气管线工程
该工程干线采纳 X80 级管线钢,X80 是一种低碳、微合金高强钢,具有高强度和良好的抗延展性断裂能力
X80 管线钢的焊接是管道工程建设中的重要环节,而其中根焊道的焊接质量及焊接速度又将直接关系到整个管道的焊接质量和工程进度
胜利石油化工建设有限责任公司承接的本工程第 31 标段线路全长 80
9874 公里,设计压力 10MPa,管径为 Φ1219mm,壁厚分别为18
4mm、22mm、27
沿线共设置线路阀室 4 座,穿越大中型河流 4 处,穿越国道 2 次,穿越省道 6 次
施施工场地点位于广东省翁源县和英德市,该地区气候湿润、雨水较多,沟壑纵横、地形复杂,非常不利于管道组对焊接,因此为保证如期并且高质量完成工程建设,在西气东输二线工程根焊中采纳了优质高效的 STT 半自动焊接技术
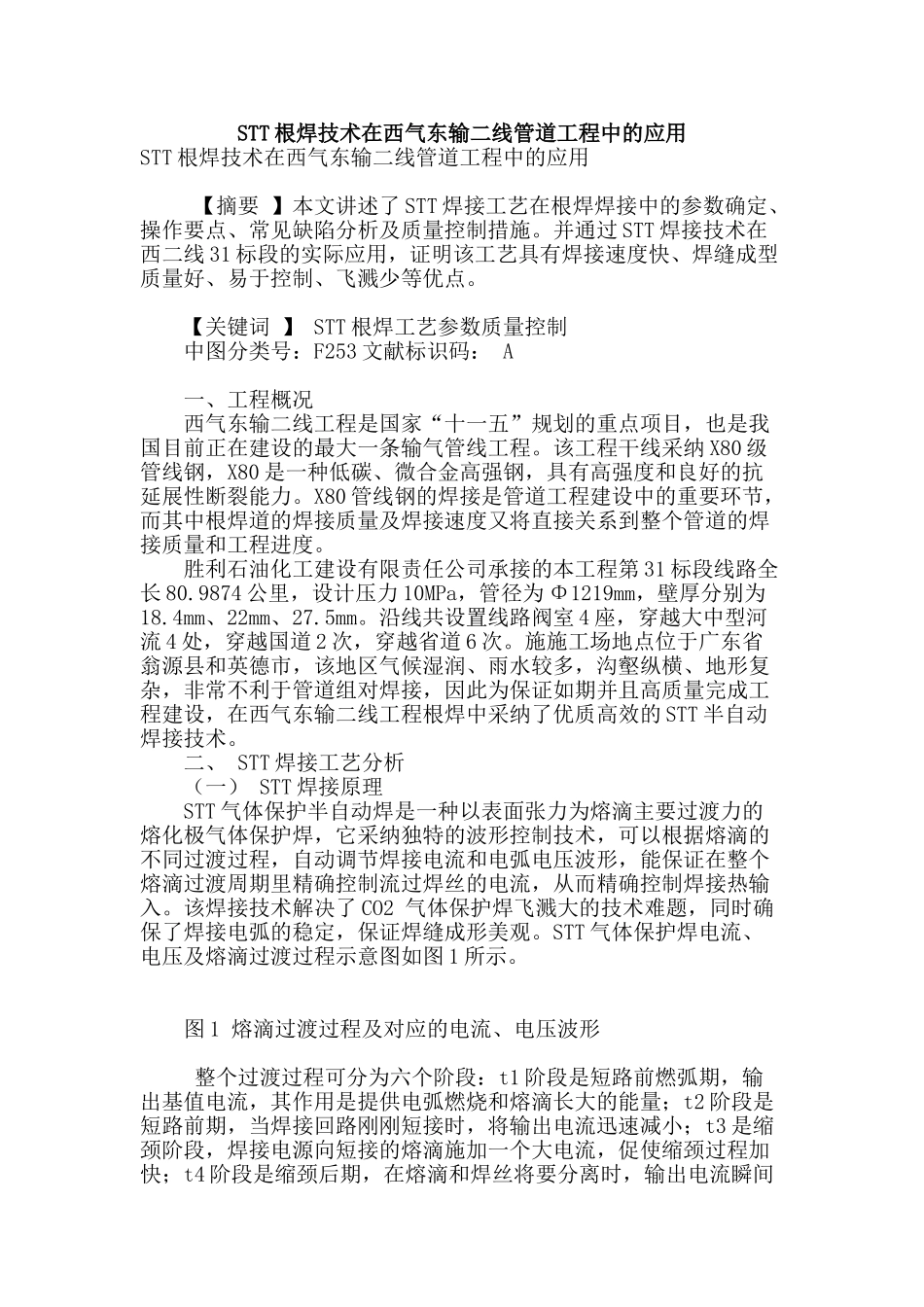
二、 STT 焊接工艺分析 (一) STT 焊接原理 STT 气体保护半自动焊是一种以表面张力为熔滴主要过渡力的熔化极气体保护焊,它采纳独特的波形控制技术,可以根据熔滴的不同过渡过程,自动调节焊接电流和电弧电压波形,能保证在整个熔滴过渡周期里精确控制流过焊丝的电流,从而精确控制焊接热输入
该焊接技术解决了 CO2 气体保护焊飞溅大的技术难题,同时确保了焊接电弧的稳定,保证焊缝成