不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或等于 4mm 的不锈钢复合板的焊接
2、焊接材料的选择2
1 焊接材料选用原则2
1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值
2 过渡层的焊条宜选择 25%Cr-13%Ni 型或 25%Cr-20%Ni 型以补充基层对复层的稀释,对复层含钼的不锈钢复合板,应采纳 25%-13%Ni-Mo 型焊条
2 常用不锈钢复合板焊接材料可按表 2
2-2 选取
2-1 常用不锈钢复合板过渡层及复层焊接材料的选用复层材质过渡层焊接复层焊接焊条牌号焊条型号焊条牌号焊条型号焊丝钢号0Cr18Ni9A302A307A062A402A407E309-16E309-15E309L-16E310-16E310-15A102A107E308-16E308-15H0Cr21Ni1000Cr19Ni10A062E309L-16A002E308L-16H00Cr21Ni100Cr18Ni9Ti(321)1Cr18Ni9TiA302A307A062A402A407E309-16E309-15E309L-16E310-16E310-15A132A137E347-16E347-15H0Cr20Ni10TiH0Cr20Ni10Nb00Cr17Ni14Mo2A042E309MoL-16A022E316L-16H0Cr19Ni12Mo20Cr17Ni12Mo2A312A042E309Mo-16E309MoL-16A022E316-16H00Cr19Ni12Mo21Cr13A302A307A402A407E309-16E309-15E310-16E310-15A302A102E309-16E308-16H0Cr14表 2
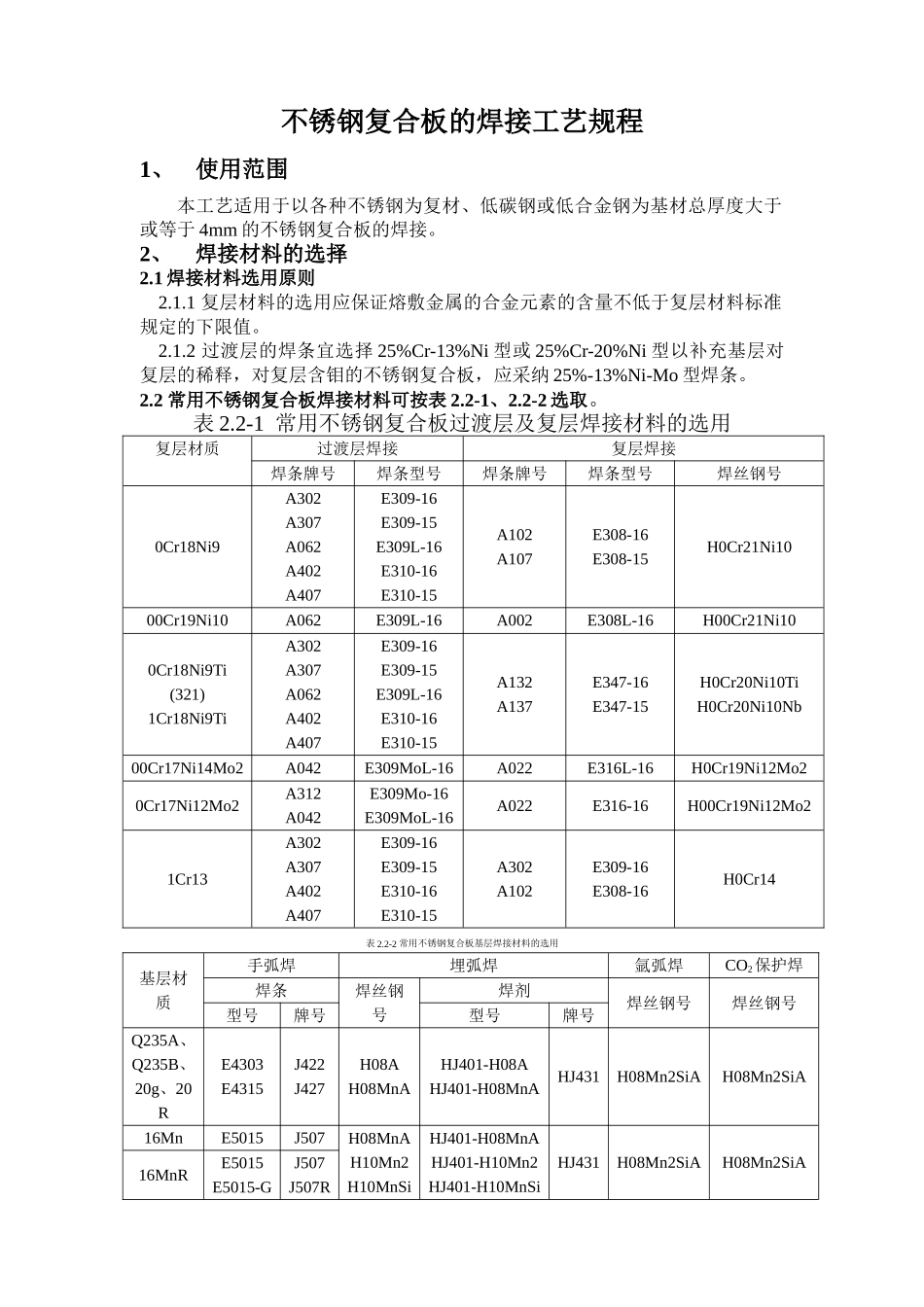
2-2 常用不锈钢复合板基