3 消防通风\防排烟系统3
1 工艺流程和技术措施3
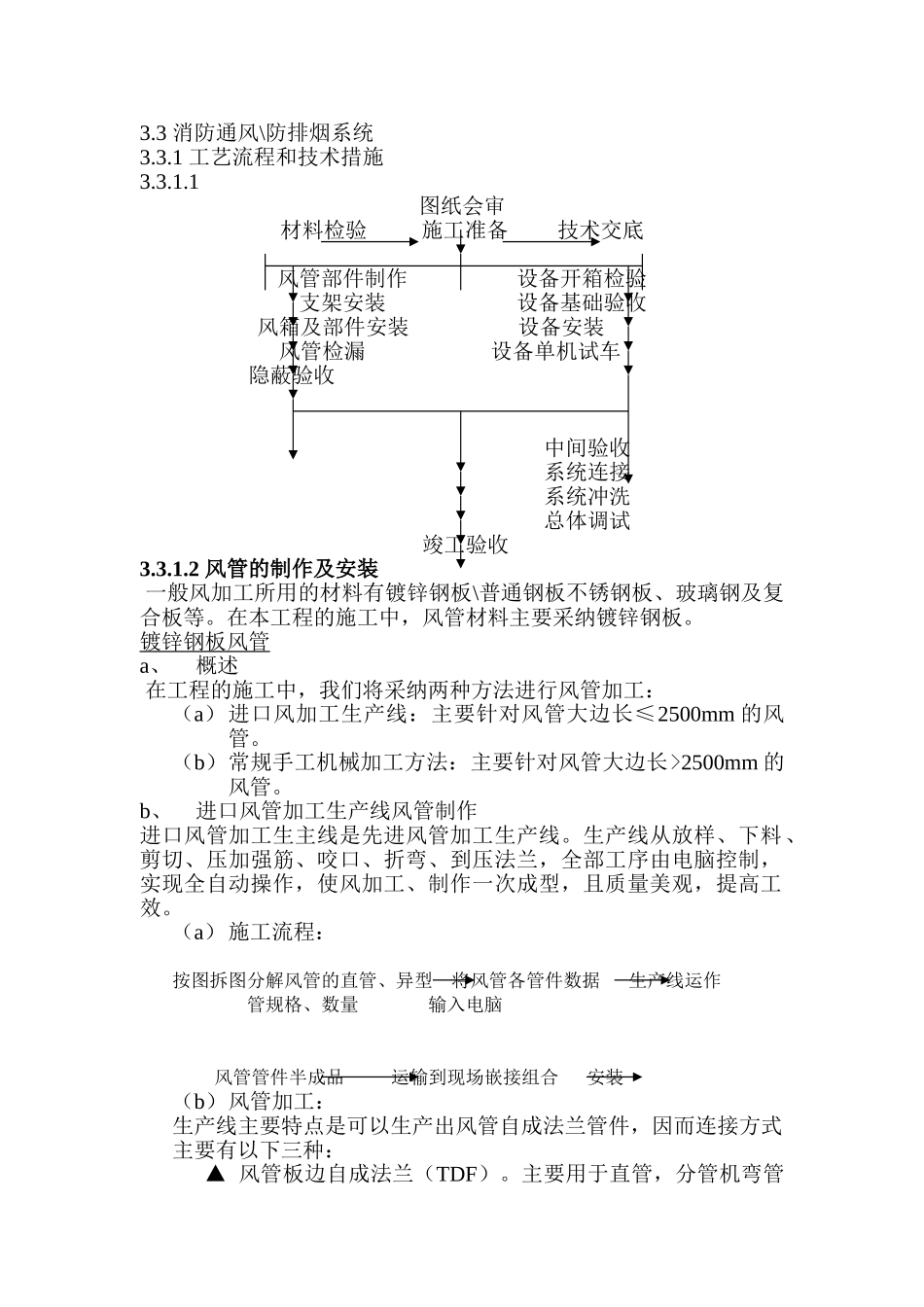
1图纸会审材料检验 施工准备 技术交底风管部件制作 设备开箱检验 支架安装 设备基础验收风箱及部件安装 设备安装风管检漏 设备单机试车 隐蔽验收中间验收系统连接系统冲洗总体调试竣工验收3
2 风管的制作及安装 一般风加工所用的材料有镀锌钢板\普通钢板不锈钢板、玻璃钢及复合板等
在本工程的施工中,风管材料主要采纳镀锌钢板
镀锌钢板风管a、概述 在工程的施工中,我们将采纳两种方法进行风管加工:(a)进口风加工生产线:主要针对风管大边长≤2500mm 的风管
(b)常规手工机械加工方法:主要针对风管大边长>2500mm 的风管
b、进口风管加工生产线风管制作进口风管加工生主线是先进风管加工生产线
生产线从放样、下料、剪切、压加强筋、咬口、折弯、到压法兰,全部工序由电脑控制,实现全自动操作,使风加工、制作一次成型,且质量美观,提高工效
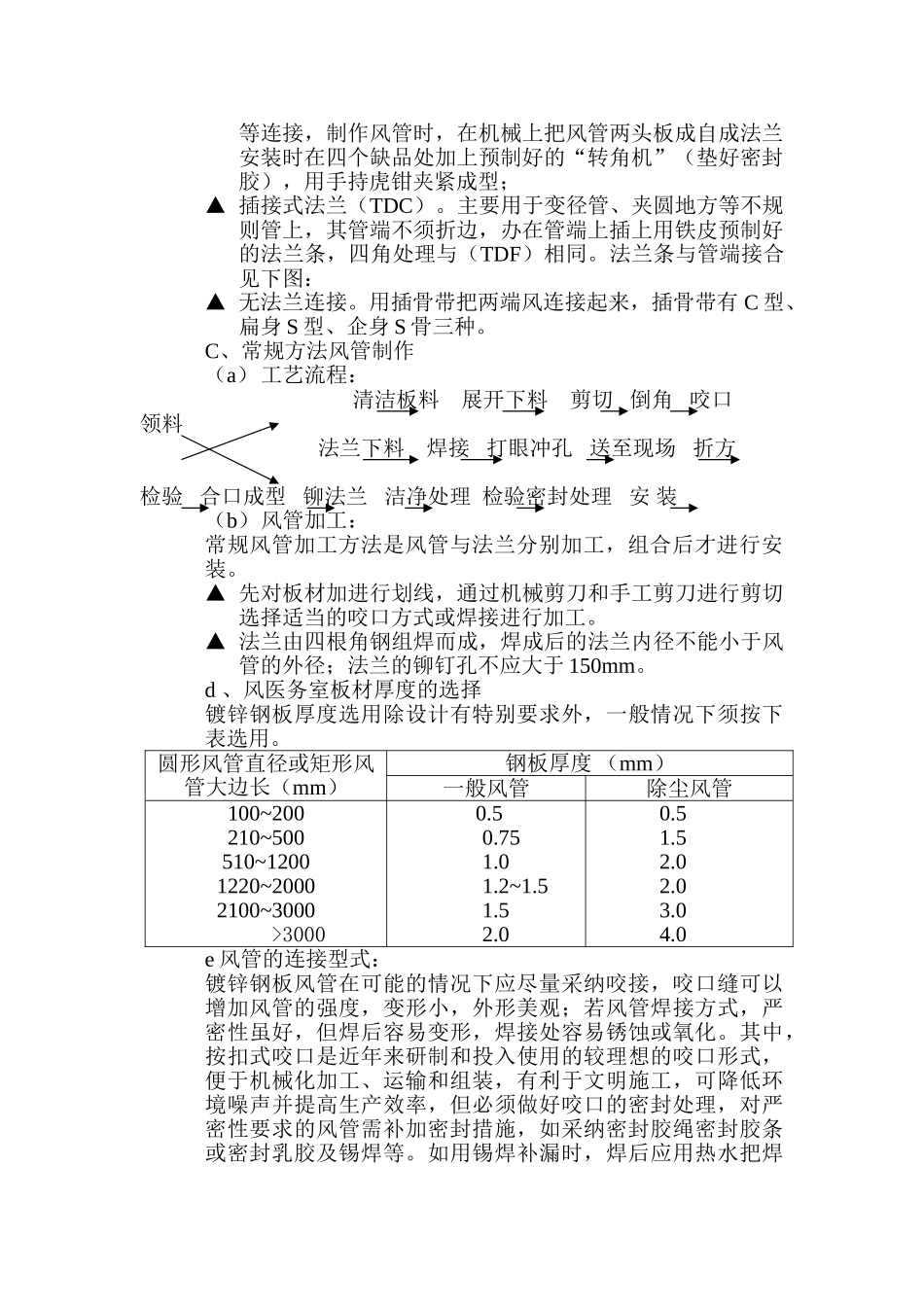
(a)施工流程:按图拆图分解风管的直管、异型 将风管各管件数据 生产线运作管规格、数量 输入电脑 风管管件半成品 运输到现场嵌接组合 安装(b)风管加工:生产线主要特点是可以生产出风管自成法兰管件,因而连接方式主要有以下三种:▲ 风管板边自成法兰(TDF)
主要用于直管,分管机弯管等连接,制作风管时,在机械上把风管两头板成自成法兰安装时在四个缺品处加上预制好的“转角机”(垫好密封胶),用手持虎钳夹紧成型;▲ 插接式法兰(TDC)
主要用于变径管、夹圆地方等不规则管上,其管端不须折边,办在管端上插上用铁皮预制好的法兰条,四角处理与(TDF)相同
法兰条与管端接合见下图:▲ 无法兰连接
用插骨带把两端风连接起来,插骨带有 C 型、扁身 S 型、企身 S 骨三种
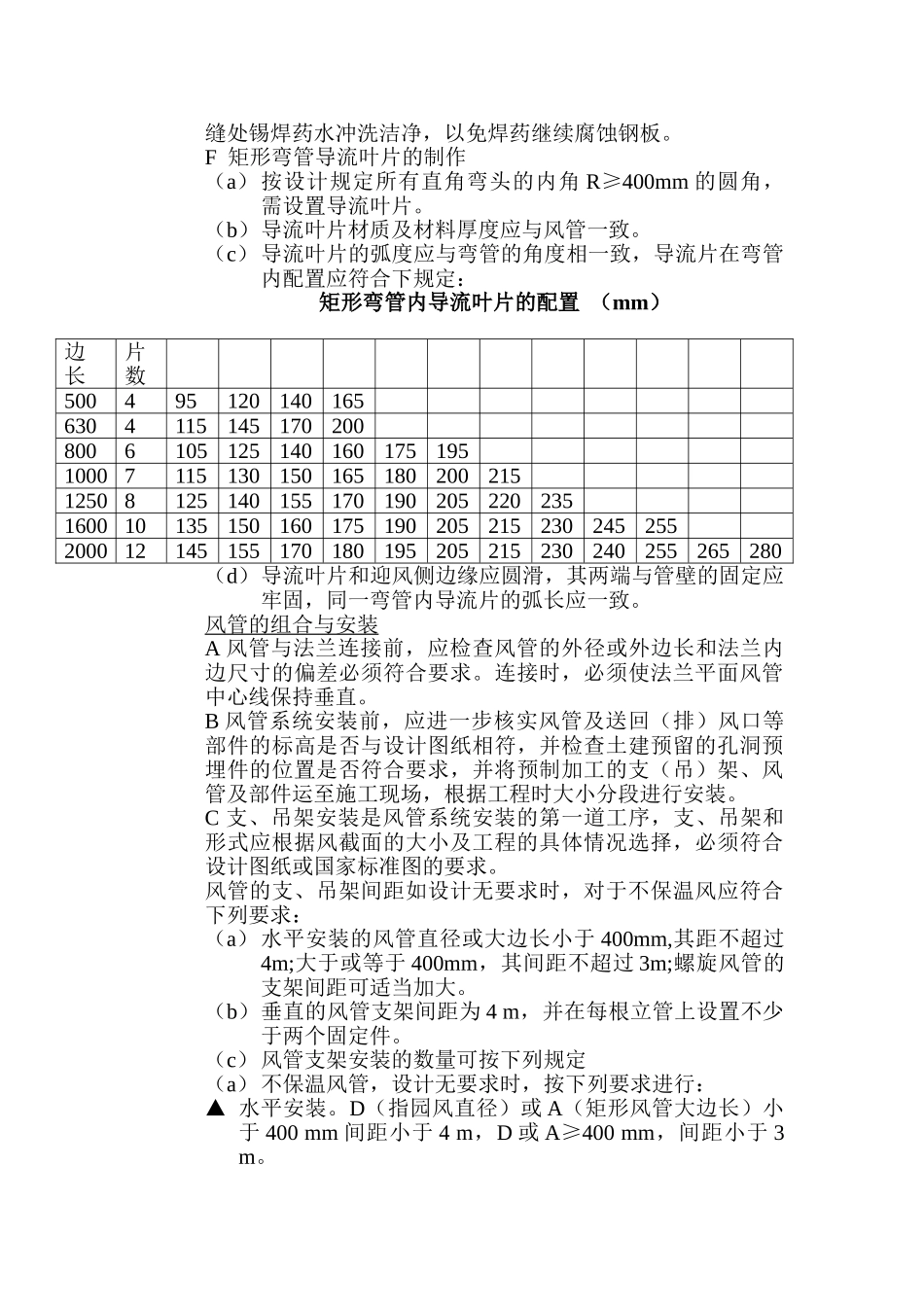
C、常规方法风管制作(a)工艺流程:清洁板料 展开下料 剪切 倒角 咬口 领料 法兰下料 焊接 打眼冲孔 送至现场 折