某化工厂成品油输管道焊接技术交底一、 总则:1、应范围:本施工方案适用于 XX 石油化工厂成品油输送管道安装工程
2、 编制目的:为保证 XX 石油化工厂成品油输送管道安装工程焊接工程质量
二、编制依据: 1、XX 安装建设股份有限公司:焊接工艺评定报告;2、建设单位提供的设计图纸、设计说明书;3、《输油输气管道线路工程施工及验收法律规范》 (SYJ0401-98)4、《石油天然气钢质管道对接焊缝射线照相及质量分级工程施工及验收法律规范》(SY4056-93)5、《石油天然气钢质管道对接焊缝超声波探伤及质量分级工程施工及验收法律规范》(SY4065-93)三、工程概况:1
工程名称:XX 石油化工厂成品油输油管道工程(第二标段)2
工程地点:李村河南至 XX 港四号码头3
建设单位:XX 石油化工厂4
监理单位:XX**监理公司5
设计单位:XX**设计院6
施工单位:XX****股份有限公司7
工程范围及特点:7
工程范围:本工程为 XX 石油化工厂成品油输油管道工程第二标段,工程范围自(K6+890)接点开始到(K15+329
8)接点(含末站)结束,全长 8
6Km,本标段工程为双管线并行敷设,管间净距 0
5m,管线均采纳 Ф219
4、L245 直缝电阻焊钢管敷设
管线外部防腐层采纳熔结环氧粉末加强级
工程内容包括管线基础施工及管线安装施工,管道防腐、补伤由建设单位另行委托
设计参数:7
输送介质:汽柴油7
输送压力:4
输送温度:常温7
管径:Ф219
1;壁厚:6
4mm;钢级:L2458
焊接工程特点:8
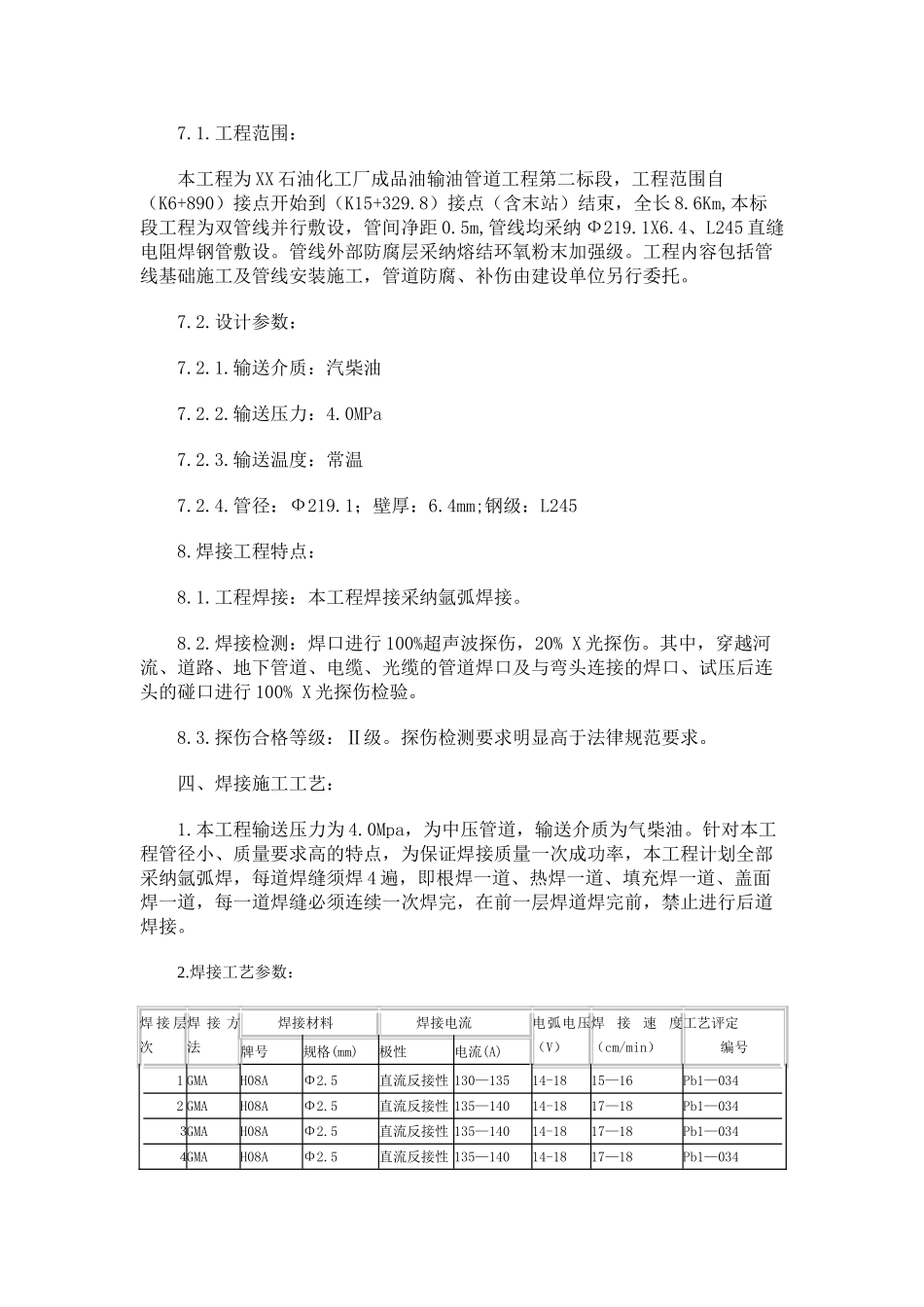
工程焊接:本工程焊接采纳氩弧焊接
焊接检测:焊口进行 100%超声波探伤,20% X 光探伤
其中,穿越河流、道路、地下管道、电缆、光缆的管道焊口及与弯头连接的焊口、试压后连头的碰