钢结构加工制作及安装施工方案1、工程内容:1
1、本工程钢结构形式为框架结构
2、钢结构制作安装项目包括框架柱、框架主次梁及钢梯
制安量约为 4830T
2、设计概况:2
1、主结构(钢柱、钢梁)均采纳现行国家标准《低合金高强度结构钢》(GB/T1591-94)中规定的 Q345B 钢;钢材应有良好的可焊性和合格的冲击韧性;其力学性能及碳、硫、磷含量的合格保证符合《低合金高强度结构钢》的规定
2、所有型钢(角钢、方管和圆管)均采纳现行国家标准《碳素结构钢》(GB700-88)中规定的 Q235B 钢,对焊接结构用钢应具有含碳量的合格保证
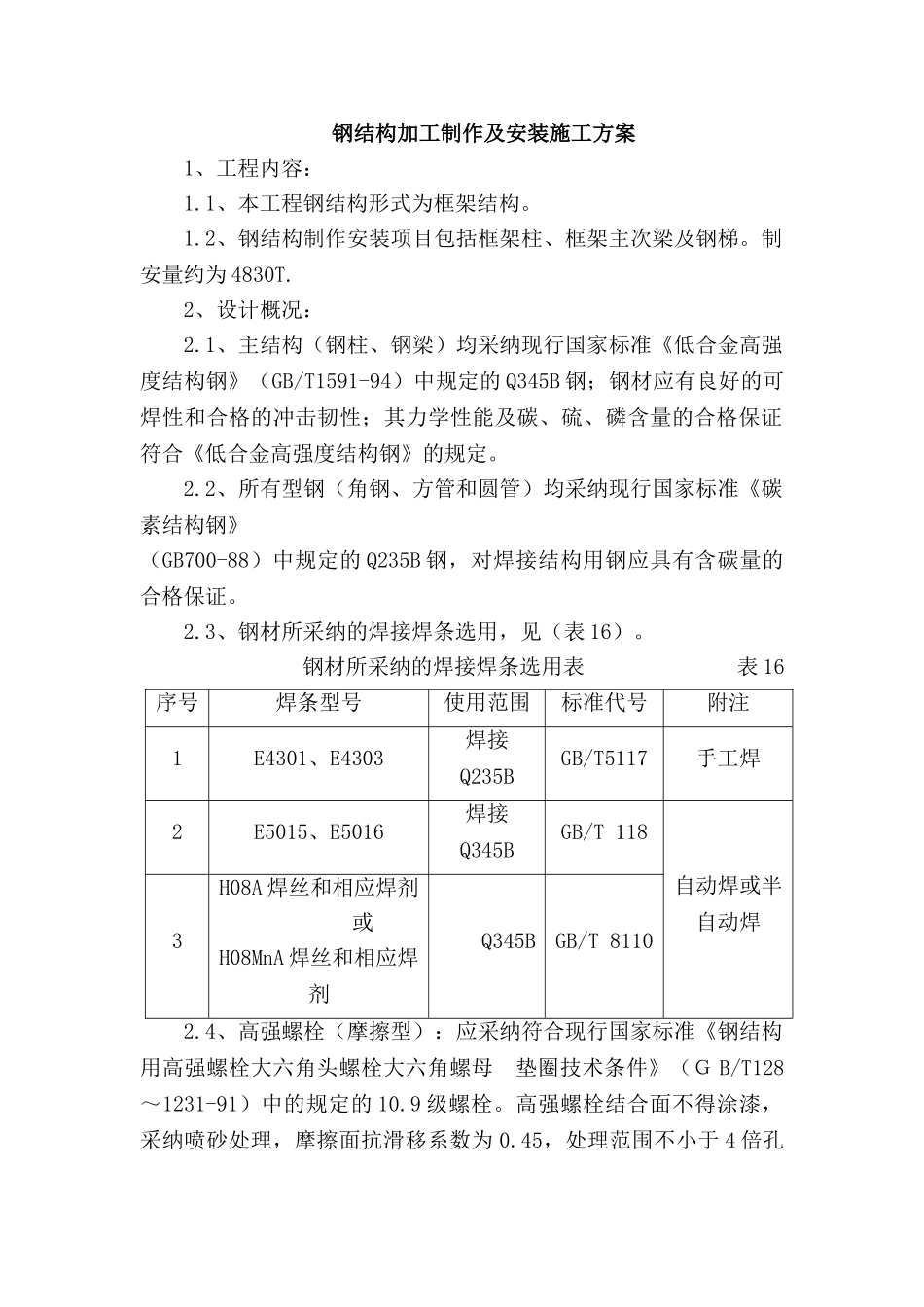
3、钢材所采纳的焊接焊条选用,见(表 16)
钢材所采纳的焊接焊条选用表 表 16序号焊条型号使用范围标准代号附注1E4301、E4303焊接Q235BGB/T5117手工焊2E5015、E5016焊接Q345BGB/T 118自动焊或半自动焊3H08A 焊丝和相应焊剂或H08MnA 焊丝和相应焊剂Q345BGB/T 81102
4、高强螺栓(摩擦型):应采纳符合现行国家标准《钢结构用高强螺栓大六角头螺栓大六角螺母 垫圈技术条件》(G B/T128~1231-91)中的规定的 10
高强螺栓结合面不得涂漆,采纳喷砂处理,摩擦面抗滑移系数为 0
45,处理范围不小于 4 倍孔径
5、普通螺栓:应符合现行国家标准《六角头-C 级》(GB/T5780-2000)的规定,其机械性能应符合现行国标紧固件机械性能、螺栓、螺钉和螺柱》(GB30981)的规定
6、焊钉:圆柱头焊钉连接件应符合现行国家标准《圆柱头焊钉》(GB10433-89)的规定
7、焊接接头的力学性能试验、试样的截取、加工及试验方法,应按《焊缝金属及焊接接头力学性能试验》(GB2649~26581)的规定进行
8、焊接 H 型钢柱采纳自动焊、气体