变电站杆头板施工工艺标准及施工要点1、施工工艺标准(1) 钢构件无因运输、堆放和吊装等造成变形及涂层脱落
(2) 杆顶板镀锌层不得有黄锈、锌瘤、毛刺及漏锌现象
(3) 焊缝高度、长度符合法律规范,焊缝均匀,无咬边、夹渣、气孔等现象
(4) 杆顶板平整度偏差≤5mm
(5) 质量标准应符合Q/GDW 183中相关要求2、施工要点(1) 钢构件进场时,应检查出厂合格证、安装说明书等资料是否齐全
(2) 复测设备支架标高、轴线,超出允许偏差时,应做好技术处理,进场时检查钢构件质量、表面观感、镀锌质量等符合要求
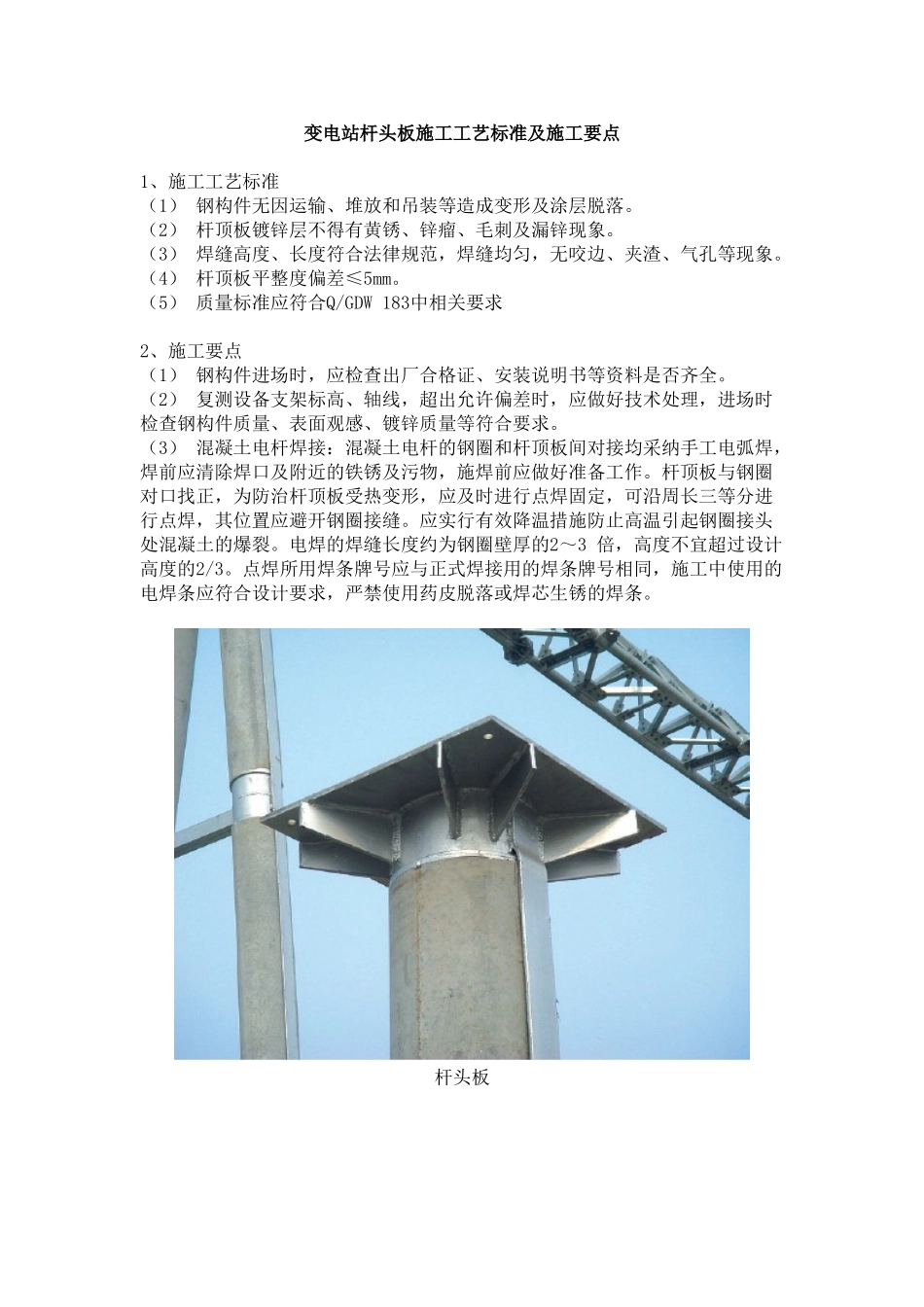
(3) 混凝土电杆焊接:混凝土电杆的钢圈和杆顶板间对接均采纳手工电弧焊,焊前应清除焊口及附近的铁锈及污物,施焊前应做好准备工作
杆顶板与钢圈对口找正,为防治杆顶板受热变形,应及时进行点焊固定,可沿周长三等分进行点焊,其位置应避开钢圈接缝
应实行有效降温措施防止高温引起钢圈接头处混凝土的爆裂
电焊的焊缝长度约为钢圈壁厚的2~3 倍,高度不宜超过设计高度的2/3
点焊所用焊条牌号应与正式焊接用的焊条牌号相同,施工中使用的电焊条应符合设计要求,严禁使用药皮脱落或焊芯生锈的焊条