汽 机 油 管 道酸洗方案 编 制: 审 核:批 准:一、工程概况:遵义碱厂 75 吨锅炉节能技改工程在厂区内,该工程包括一台 75 吨循环流化床锅炉装置一套
6MW 背压式汽轮发电机组一台
汽轮发电机组油管道有回油总管 φ159×4 为最大
还有各种大大小小的进油管回油管和本体外管道组成
因为汽轮机对润滑油的要求非常高,所以油管道必须进行酸洗
二、酸洗的工艺流程: 水冲洗→酸洗→水冲洗→中和→钝化→水冲洗→压缩空气吹(干燥)→加透平油→ 封口
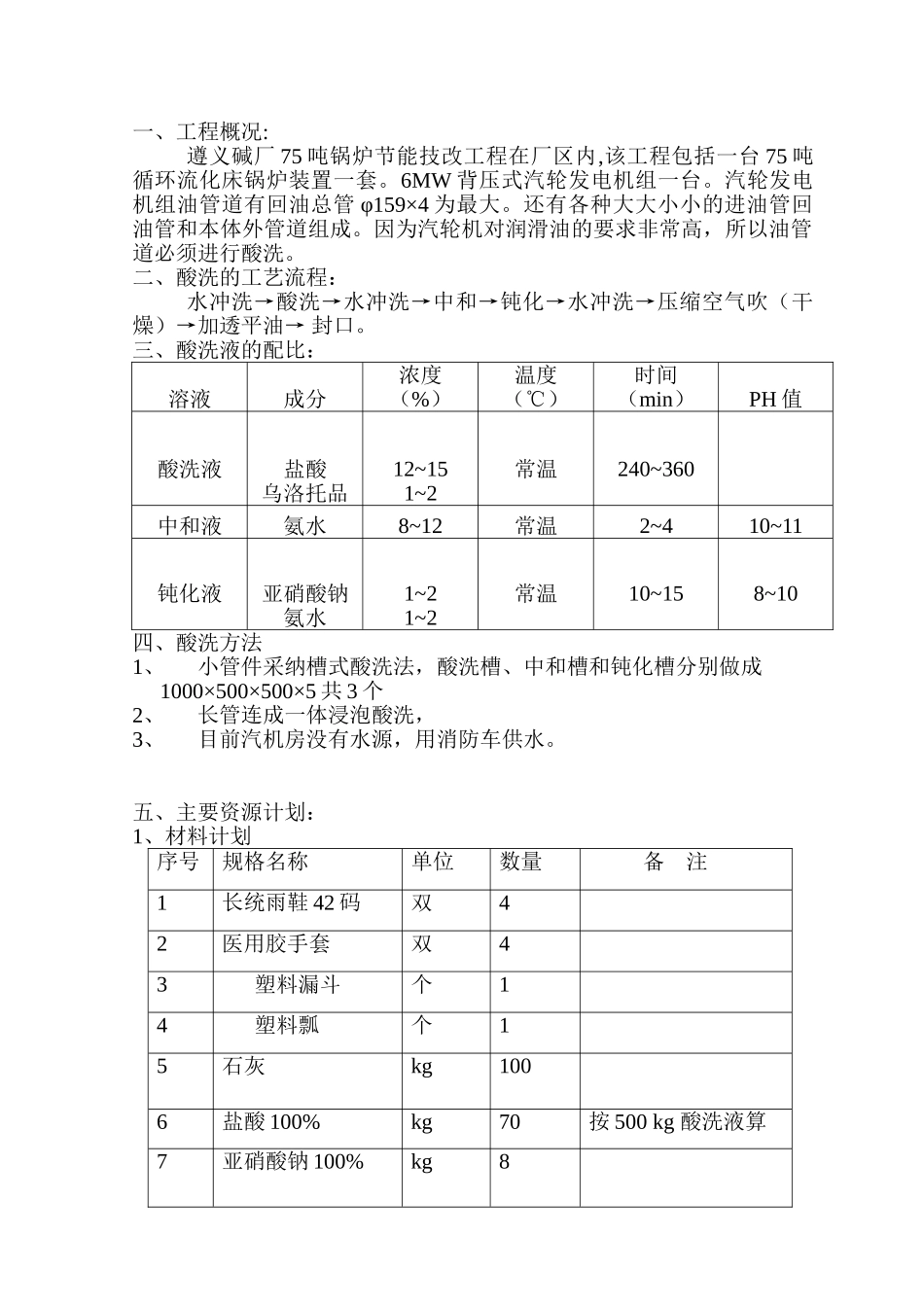
三、酸洗液的配比: 溶液成分浓度(%)温度(℃)时间(min)PH 值酸洗液盐酸乌洛托品12~151~2常温240~360中和液氨水8~12常温2~410~11钝化液亚硝酸钠氨水1~21~2常温10~158~10四、酸洗方法1、小管件采纳槽式酸洗法,酸洗槽、中和槽和钝化槽分别做成1000×500×500×5 共 3 个2、长管连成一体浸泡酸洗,3、目前汽机房没有水源,用消防车供水
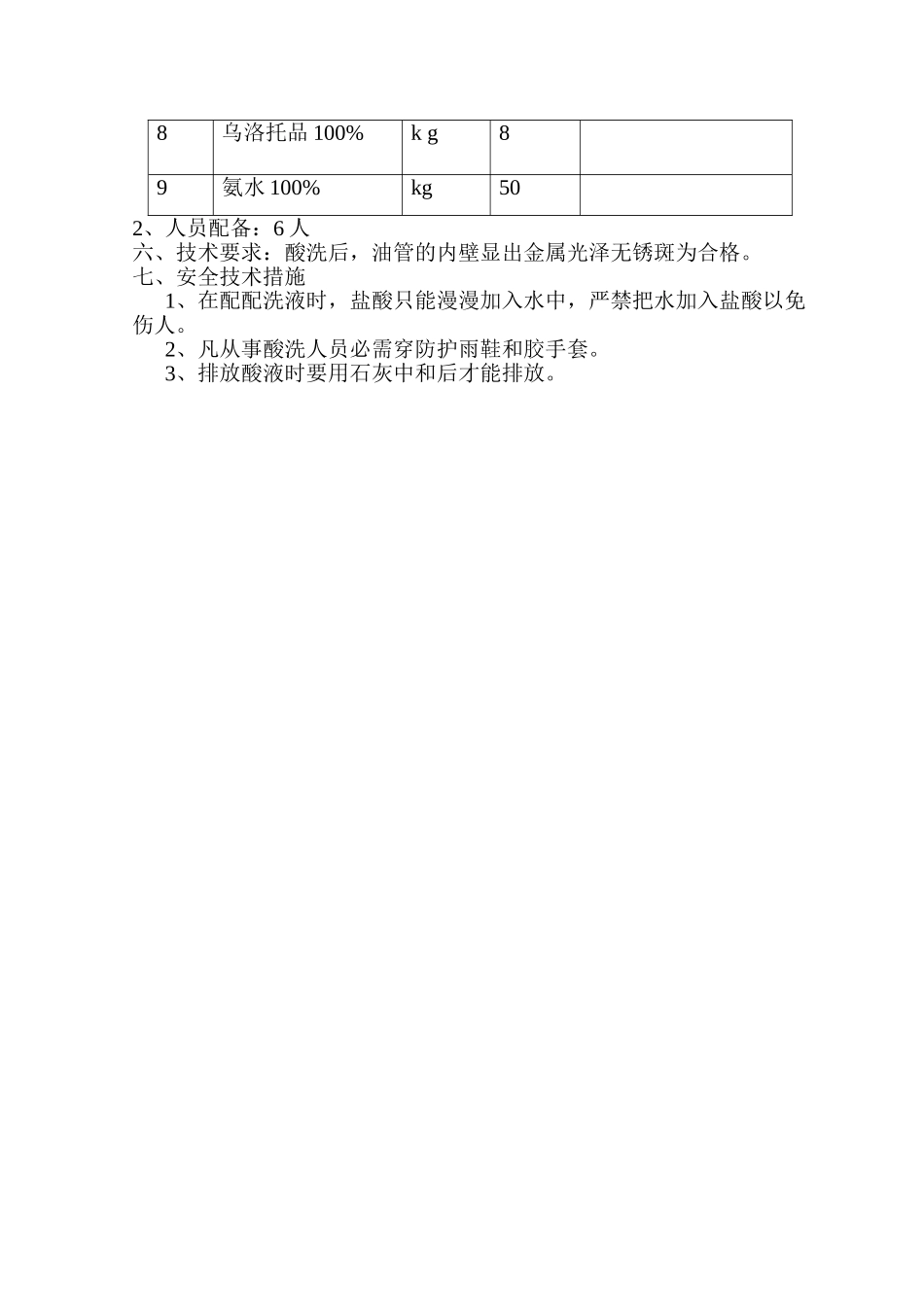
五、主要资源计划:1、材料计划序号规格名称单位数量备 注1长统雨鞋 42 码双42医用胶手套双43塑料漏斗个14塑料瓢个15石灰kg1006盐酸 100%kg70按 500 kg 酸洗液算7亚硝酸钠 100%kg88乌洛托品 100%k g89氨水 100%kg502、人员配备:6 人六、技术要求:酸洗后,油管的内壁显出金属光泽无锈斑为合格
七、安全技术措施1、在配配洗液时,盐酸只能漫漫加入水中,严禁把水加入盐酸以免伤人
2、凡从事酸洗人员必需穿防护雨鞋和胶手套
3、排放酸液时要用石灰中和后才能排放