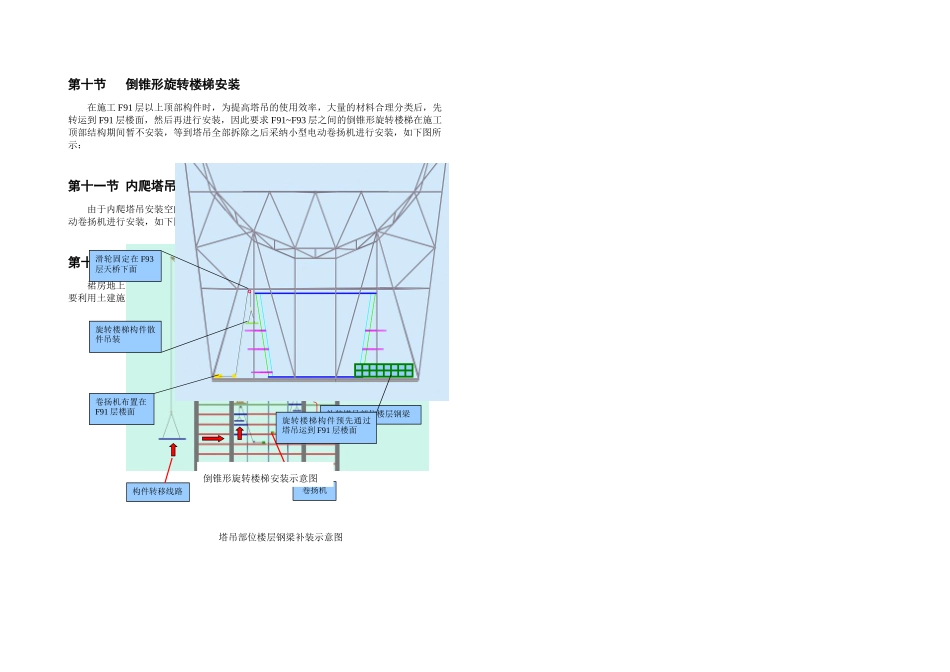
第十节倒锥形旋转楼梯安装在施工 F91 层以上顶部构件时,为提高塔吊的使用效率,大量的材料合理分类后,先转运到 F91 层楼面,然后再进行安装,因此要求 F91~F93 层之间的倒锥形旋转楼梯在施工顶部结构期间暂不安装,等到塔吊全部拆除之后采纳小型电动卷扬机进行安装,如下图所示:第十一节 内爬塔吊部位楼层钢梁安装由于内爬塔吊安装空间的要求,位于两台塔吊位置的少量钢梁需在塔吊爬升后采纳电动卷扬机进行安装,如下图:第十二节 裙房地上部分钢结构的安装裙房地上部分钢结构分布在 F4~F5 层,主要为钢柱、钢梁及钢格栅板
钢结构安装主要利用土建施工布置在裙房四周的 F0/23B 塔吊进行安装,安装方式采纳常规的散件安装
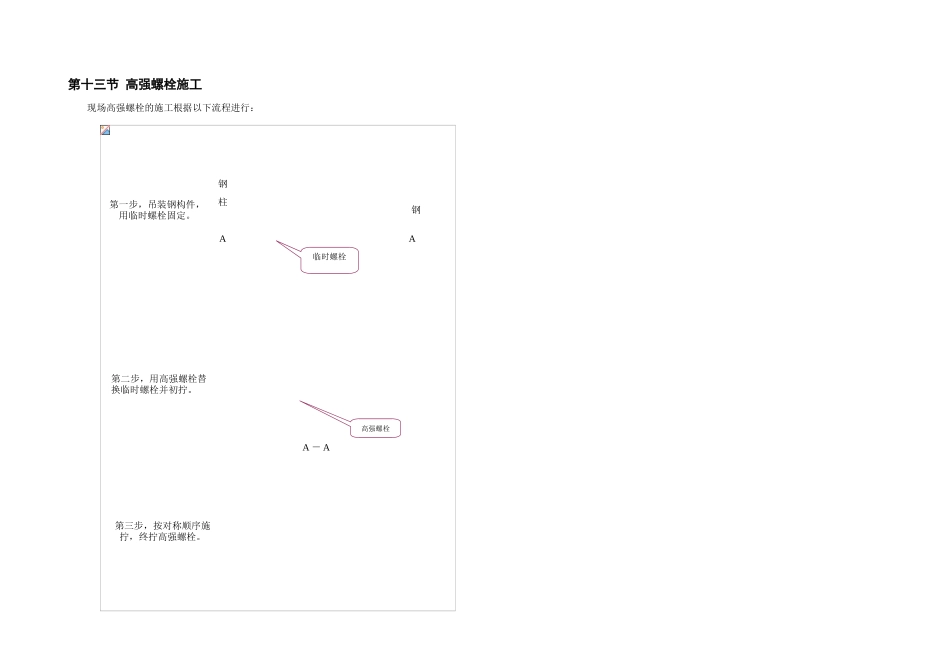
塔吊爬升完成补装塔吊部位楼层钢梁构件转移线路卷扬机塔吊部位楼层钢梁补装示意图卷扬机布置在F91 层楼面滑轮固定在 F93层天桥下面旋转楼梯构件散件吊装旋转楼梯构件预先通过塔吊运到 F91 层楼面倒锥形旋转楼梯安装示意图第十三节 高强螺栓施工现场高强螺栓的施工根据以下流程进行:钢柱钢梁AA临时螺栓高强螺栓A - A第二步,用高强螺栓替换临时螺栓并初拧
第一步,吊装钢构件,用临时螺栓固定
第三步,按对称顺序施拧,终拧高强螺栓
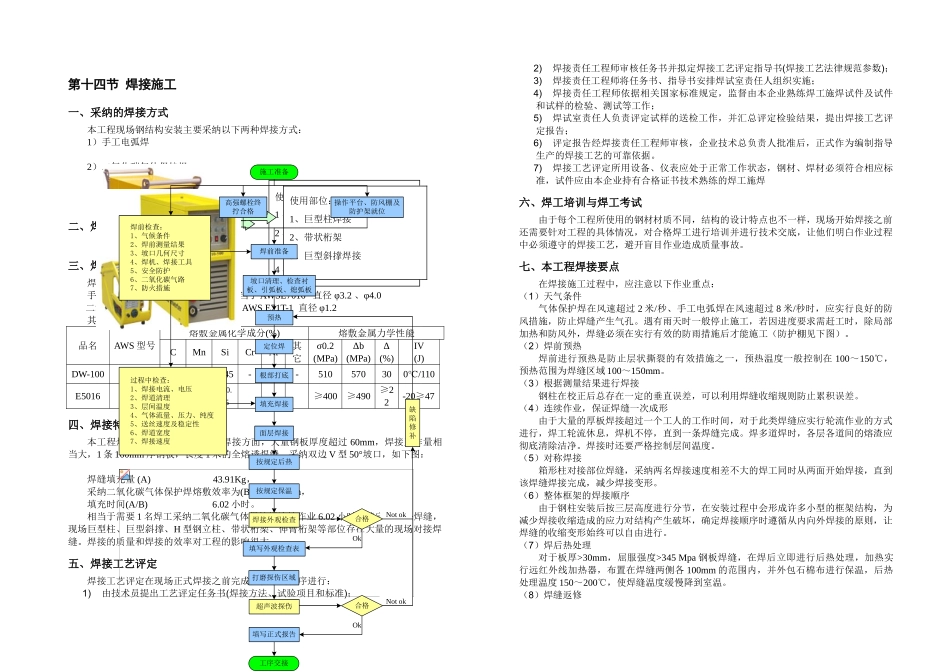
第十四节 焊接施工一、采纳的焊接方式本工程现场钢结构安装主要采纳以下两种焊接方式:1)手工电弧焊2)二氧化碳气体保护焊二、焊接作业流程三、焊接材料:焊接材料主要选用以下牌号:手工焊条: E5016(中国标准) 相当于 AWSE7016 直径 φ3
0二氧化碳焊丝: DW100 相当于 AWS E71T-1 直径 φ1
2其产品性能表如下:品名AWS 型号熔敷金属化学成分(%)熔敷金属力学性能CMnSiCrNi其它σ0
2(MPa)Δb(MPa)Δ(%)IV(J)DW-100E71T-10
45---510570300/11