文件名称点焊电极头修整、更换基准分发号受控状态文件编号密 级 普通 秘密文件类别 手册 程序文件/办法 标准/法律规范/规定 其他 编制单位编制人员编制日期审 核批 准实施日期会签版本号A发布日期修订状态修订日期共 页第 页1
目的和适用范围1
1 目的在点焊过程中,为了保证焊点的质量,必须对焊点进行分级、分区检查,明确焊点的检查方法,以使检查人员能使用该基准推断焊点是否符合要求,从而防止不良焊点的产生和流出,确保车体的焊接强度
2 适用范围适用于焊接班、包边班所有的点焊、螺柱/螺母焊接
相关文件 文件名称《焊接点焊工程作业程序检查表》3
定义 电阻点焊:将待焊的两个焊件,置于上、下铜电极之间然后施加一定的电极压力,将两个零件压紧,施加一定的电流,电流经焊机机臂、电极,流经被焊工件,由焊件本身电阻,产生电阻热,使焊件迅速加热,当被加热到溶化温度,并逐渐向四周扩大形成熔核,并在电极压力下冷却结晶,形成焊点
1 试验种类: 4
1 外观确认 4
2 熔着确认 4
2 试验用工具:1
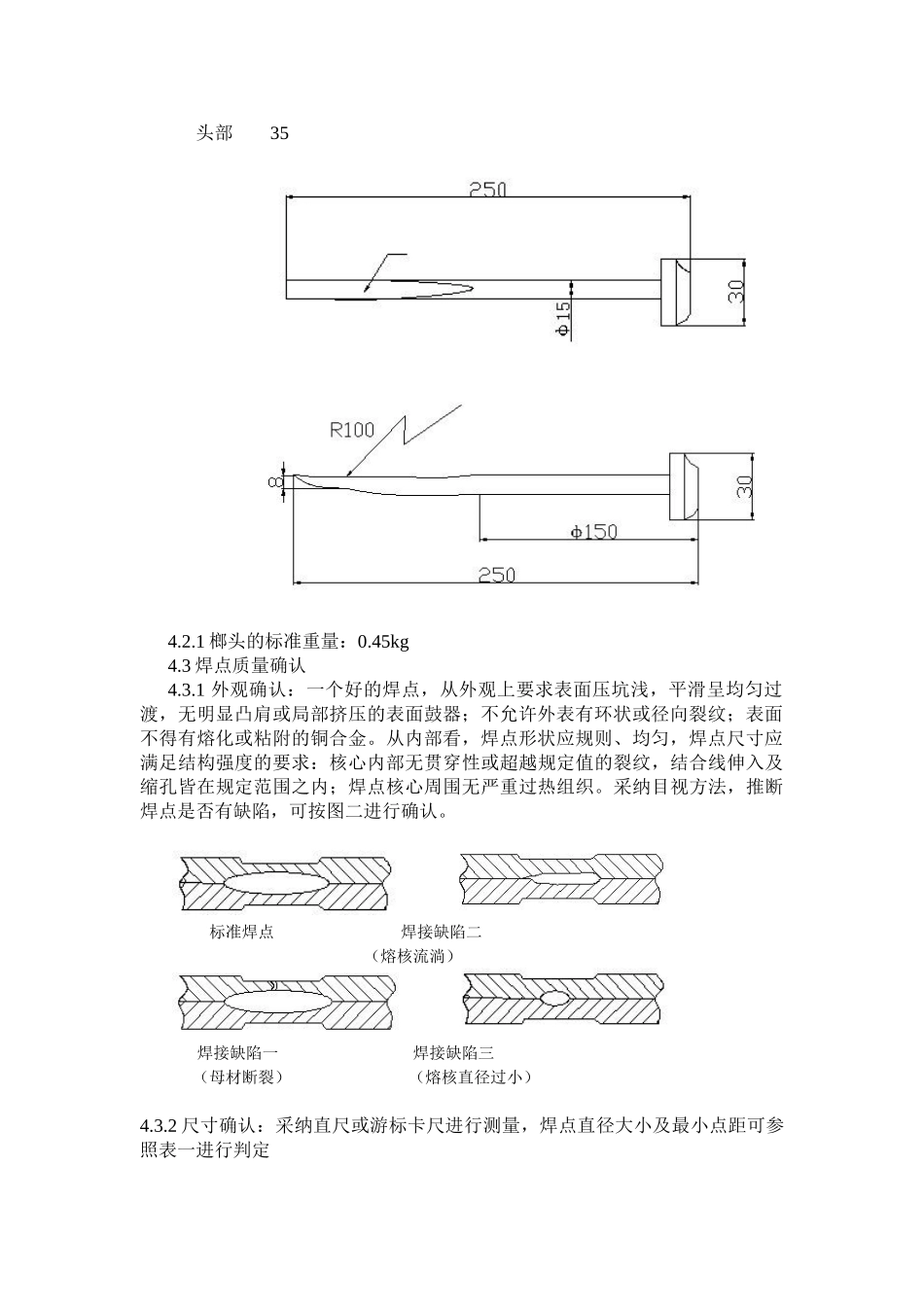
1 凿子的标准类型(图一):材料:本体 35CrMo凿撬试验试片试验破坏性试验非破坏性试验 头部 354
1 榔头的标准重量:0
3 焊点质量确认4
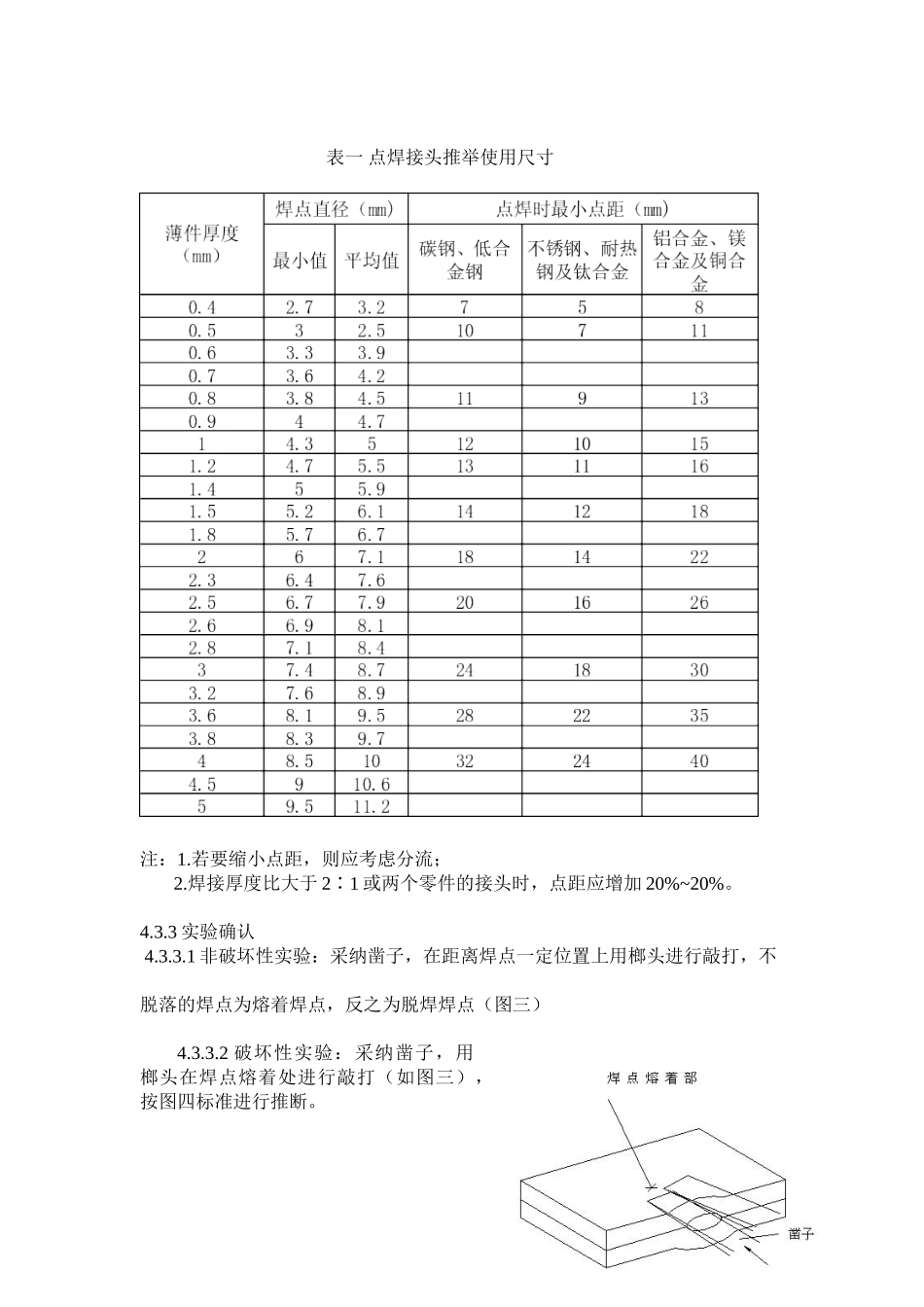
1 外观确认:一个好的焊点,从外观上要求表面压坑浅,平滑呈均匀过渡,无明显凸肩或局部挤压的表面鼓器;不允许外表有环状或径向裂纹;表面不得有熔化或粘附的铜合金
从内部看,焊点形状应规则、均匀,焊点尺寸应满足结构强度的要求:核心内部无贯穿性或超越规定值的裂纹,结合线伸入及缩孔皆在规定范围之内;焊点核心周围无严重过热组织
采纳目视方法,推断焊点是否有缺陷,可按图二进行确认
标准焊点 焊接缺陷二 (熔核流淌) 焊接缺陷一 焊接缺陷三 (母材断裂) (熔核直径过小)4