登机桥钢结构施工方案本工程登机桥采纳桁架结构,结构形式常见,主要由方钢管和 H 型钢等构成,材质主要选用 Q235、Q345 钢材
登机桥共 26 个,其钢桁架最大跨度 22m,工程总量约 1350 吨
1 施工安排登机桥分布于航站楼两侧,组织施工时按两个区域组织劳动资源组织施工
登机桥施工与主体结构混凝土施工相互独立,因此一旦施工面形成即可进场作业
为了与钢筋混凝土工程合乎施工进程,采纳与土建相同流水区段划分,钢结构吊装施工穿插于结构施工过程中,弹性调整人、机资源严格控制流水节拍,不占用工程总工期
2 加工、制作、安装工艺登机桥钢结构加工、制作方法基本同钢管柱加工、制作方法,在此不再赘述,另有以下要求:1)组装应按制作工艺规定的顺序进行;组装前应对零部件进行严格检查,填写实测记录
组装必须对翼缘板与腹板等零件进行复验,主要使其平直度及弯曲度保证小于 1/1000 的公差且不大于 5mm,方可进入下道组装准备阶段
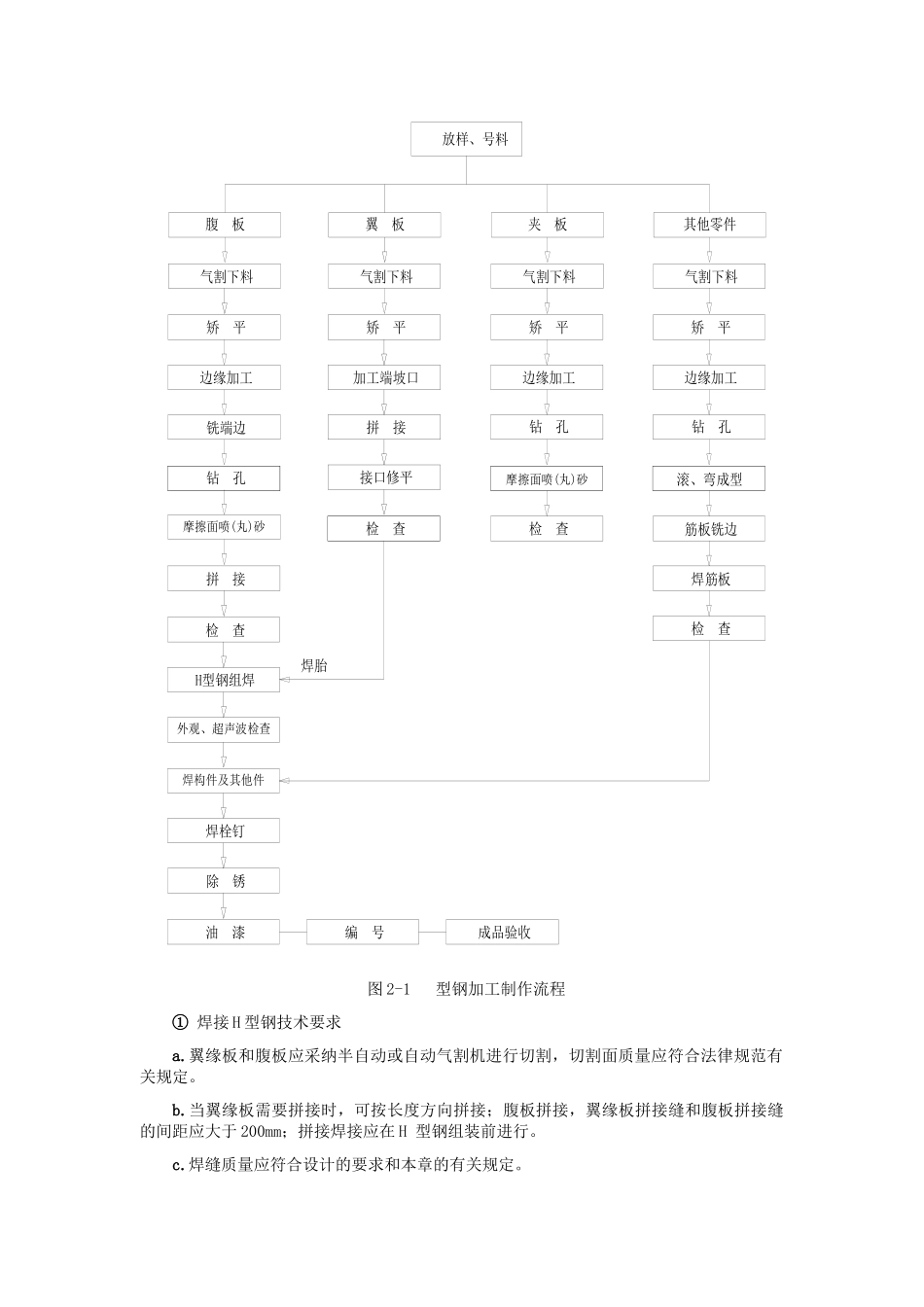
H 型钢主要采纳 H 型钢流水生产线—组立机进行组装(工艺流程见图 2-1)矫 平气割下料翼 板梁制作工艺流程加工端坡口接口修平检 查拼 接编 号腹 板气割下料矫 平边缘加工钻 孔检 查拼 接摩擦面喷(丸)砂H型钢组焊外观、超声波检查除 锈铣端边焊构件及其他件焊栓钉油 漆焊胎放样、号料其他零件气割下料矫 平夹 板矫 平气割下料钻 孔边缘加工筋板铣边焊筋板检 查滚、弯成型钻 孔摩擦面喷(丸)砂边缘加工检 查成品验收图 2-1 型钢加工制作流程① 焊接 H 型钢技术要求a
翼缘板和腹板应采纳半自动或自动气割机进行切割,切割面质量应符合法律规范有关规定
当翼缘板需要拼接时,可按长度方向拼接;腹板拼接,翼缘板拼接缝和腹板拼接缝的间距应大于 200mm;拼接焊接应在 H 型钢组装前进行
焊缝质量应符合设计的要求和本章的有关规定
② 矫正:焊接 H 型钢的矫正采纳 H