表 C1-3 技术交底记录 No:工程名称交底部位碳钢管道安装工程编号日 期交底内容:施工:1
系统说明:冷热水管≤DN40 的采纳焊接钢管,≥DN50 及蒸汽管道采纳无缝钢管
冷热水管≤DN32 采纳螺纹连接,>DN32 采纳焊接连接
卸车:管子在卸车时使用滑杠,不能直接往地上扔 ,直接扔容易把管子摔变形;在卸大管时, 假如地上有很小的管子,要把小管先移开,假如大管砸在小管上,也容易把小管砸变形
存放:管子放置的场所应干燥,并在地面放置木方等物,然后把管子放置其上
除锈刷漆:管子卸车后要首先除锈刷漆,除锈可采纳钢丝刷进行人工或机械除锈,打磨程度以见金属色为止,对于管道内部锈蚀较重的管材可采纳拖曳钢丝球的手段进行除锈处理;除锈完成后要立即刷一层防锈漆
防锈漆要求:醇酸红丹防锈漆、醇酸稀料;油漆使用前要搅拌均匀,然后用稀料调配成合适的浓度,油漆过稀或过抽稠都将影响刷漆的效果;管道两端均留出 50~60mm 长不刷漆,待焊接工序完成后补刷;已经刷防锈漆的管道材料在存放过程中,要注意防潮,避开再度锈蚀
管道预制:管道预制应在平台上或平整的硬化预制场地进行,预制尺寸按修正后的管段图进行,并留有调整管段,为了保证运输和吊装顺利,管段上应贴上标示,敞口要及时封堵,避开污染
管道切割:当管道直径<DN25 时,可采纳手锯或割刀切割,当管道直径≤DN150 时,采纳砂轮切割机进行切割,当管道直径≥DN200 时,采纳氧-乙炔火焰切割,但必须氧化铁清理洁净,管端打磨平整
管道焊接:碳钢管道采纳电弧焊接
焊接坡口的加工:坡口可采纳坡口机、手提砂轮机、角磨机、锉刀等进行加工,对于大直径管道也可采纳氧-乙炔火焰切割进行预加工,但是氧-乙炔火焰切割后必须经过打磨,去除火焰切割表面的氧化层,使坡口整齐,掉到管子里的焊渣要清理洁净
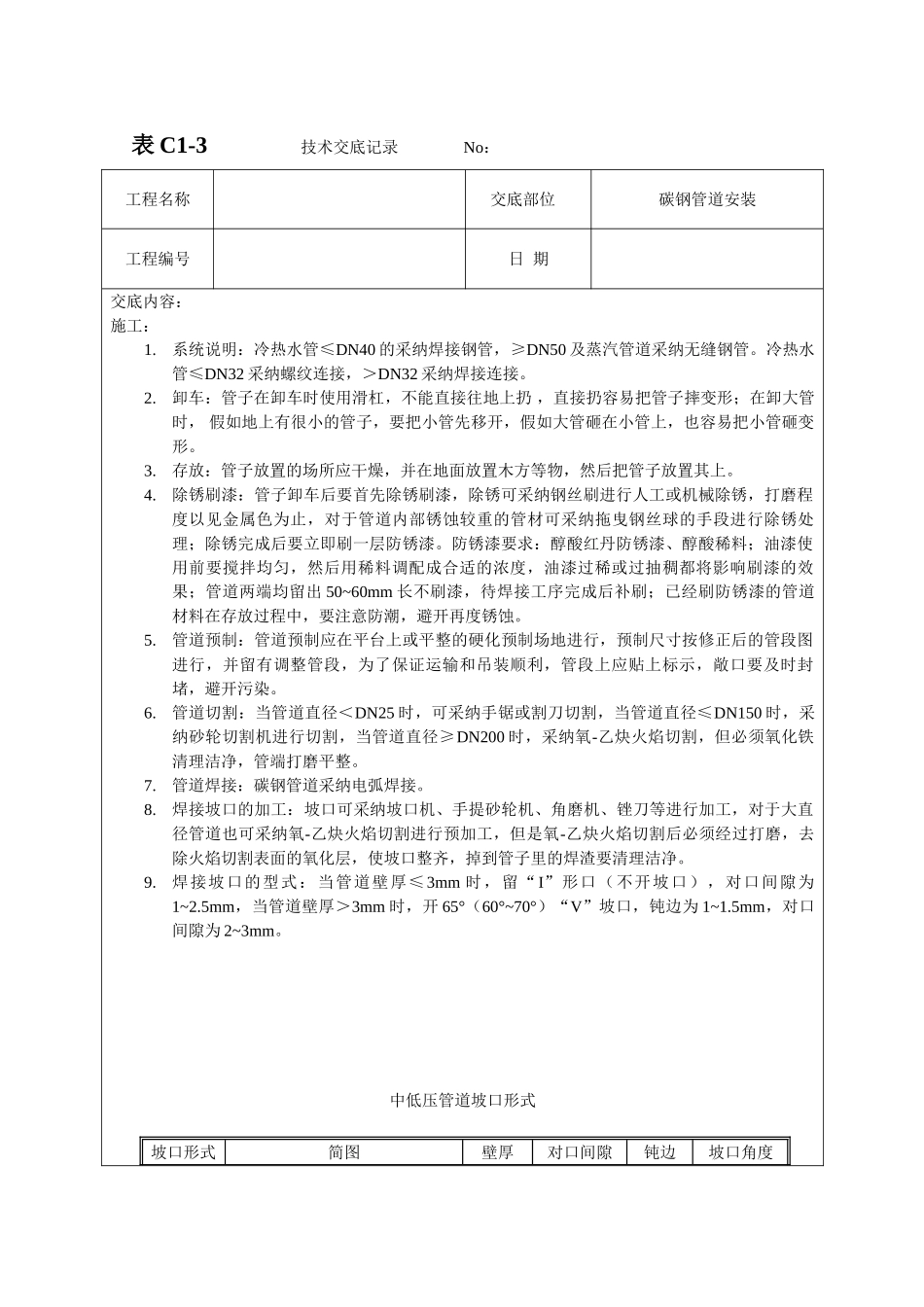
焊接坡口的型式:当管道壁厚≤3mm 时,