冻干粉针剂生产线西林瓶轧盖气密性再验证方案文件编号:VAL-工-301-Ⅰ编制人: 编制日期: 审核部门审核人审核日期生产运营部设备工程部制剂车间质量保证部批准人: 批准日期: 目录1、 引言1
1 验证概述…………………………………………………………………………(3)1
2 验证目的…………………………………………………………………………(3)1
3 验证范围…………………………………………………………………………(3)2、 验证准备2
1 验证人员及职责…………………………………………………………………(3,4)2
2 仪器仪表校验………………………………………………………………………(5)2
3 参考文件……………………………………………………………………………(5)2
4 相关文件……………………………………………………………………………(5)2
5 相关条件的确认……………………………………………………………… (5,6)3 、验证实施3
1 验证步骤……………………………………………………………………………(6-9)3
2 测试方法……………………………………………………………………………(9)3
3 可接受标准…………………………………………………………………………(9) 1
1 验证概述冻干箱顶部安装有液压油泵站,油缸等
油缸在油压泵站的驱动下使板层在箱内上下升降
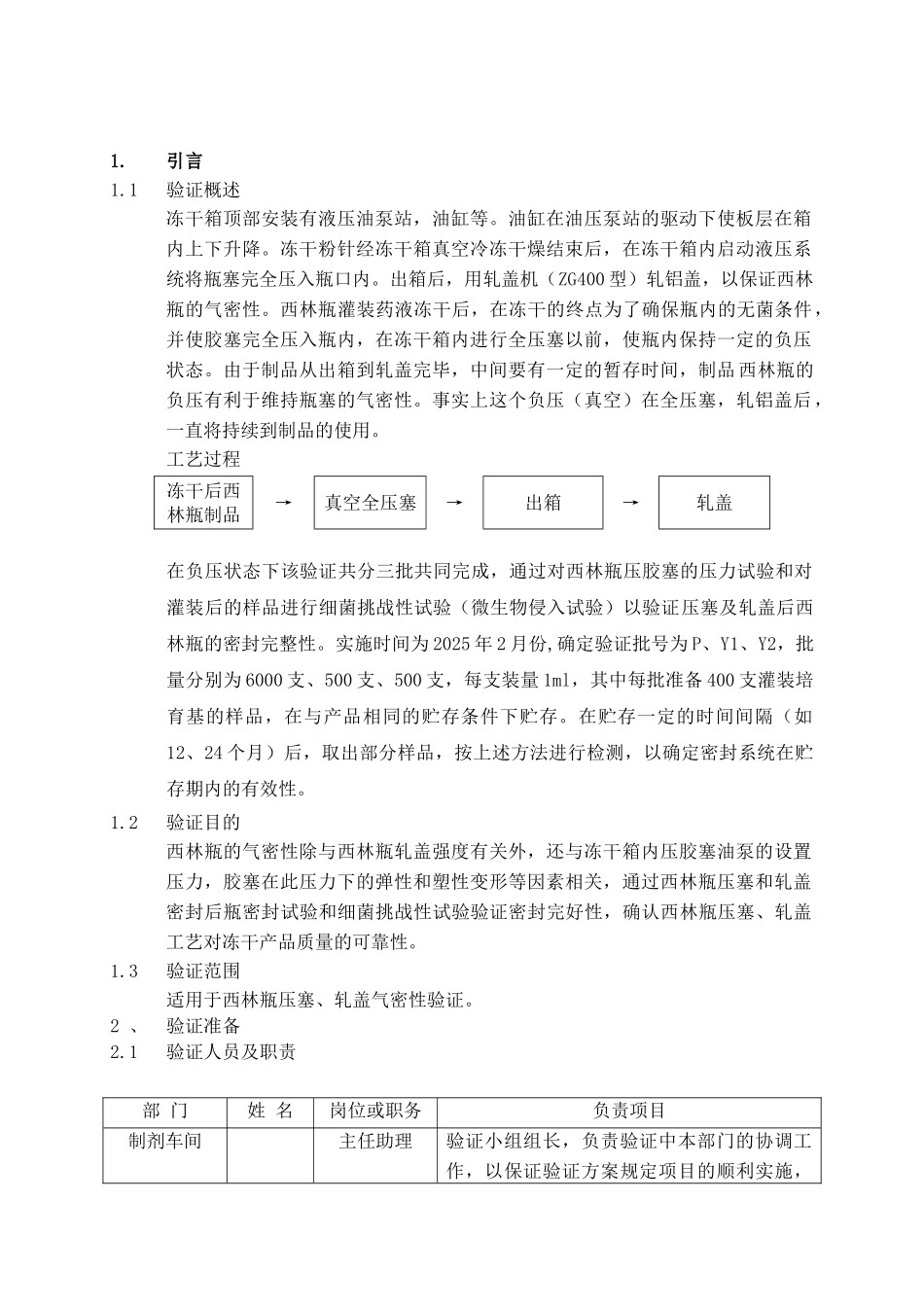
冻干粉针经冻干箱真空冷冻干燥结束后,在冻干箱内启动液压系统将瓶塞完全压入瓶口内
出箱后,用轧盖机(ZG400 型)轧铝盖,以保证西林瓶的气密性
西林瓶灌装药液冻干后,在冻干的终点为了确保瓶内的无菌条件,并使胶塞完全压入瓶内,在冻干箱内进行全压塞以前,使瓶内保持一定的负压状态
由于制品从出箱到轧盖完毕,中间要有一定的暂存时间,制品西林瓶的负压有利于维持瓶塞的气密性
事实上这个负压(真空)在