超厚型钢板的焊接技术总结**剧院钢结构飘带采纳箱型或 H 型钢组成的桁架体系结构,最长的飘带达205
8m,最宽为 20m,最大净跨度 106m,最高安装标高 39
6m,采纳大量的箱型结构,箱梁最大截面尺寸 3118×1000,上下翼板最厚达 110mm,平均板厚也有 35mm
部分箱体构件不但截面大,而且是非矩形的,构件焊缝等级要求高
由于飘带设计大量采纳厚板,因此,制定合理的加工制作方案及焊接工艺,减小焊接变形、消除焊接残余应力、防止厚板焊接中层状撕裂现象,确保加工制作质量及现场焊接质量是本工程的重点
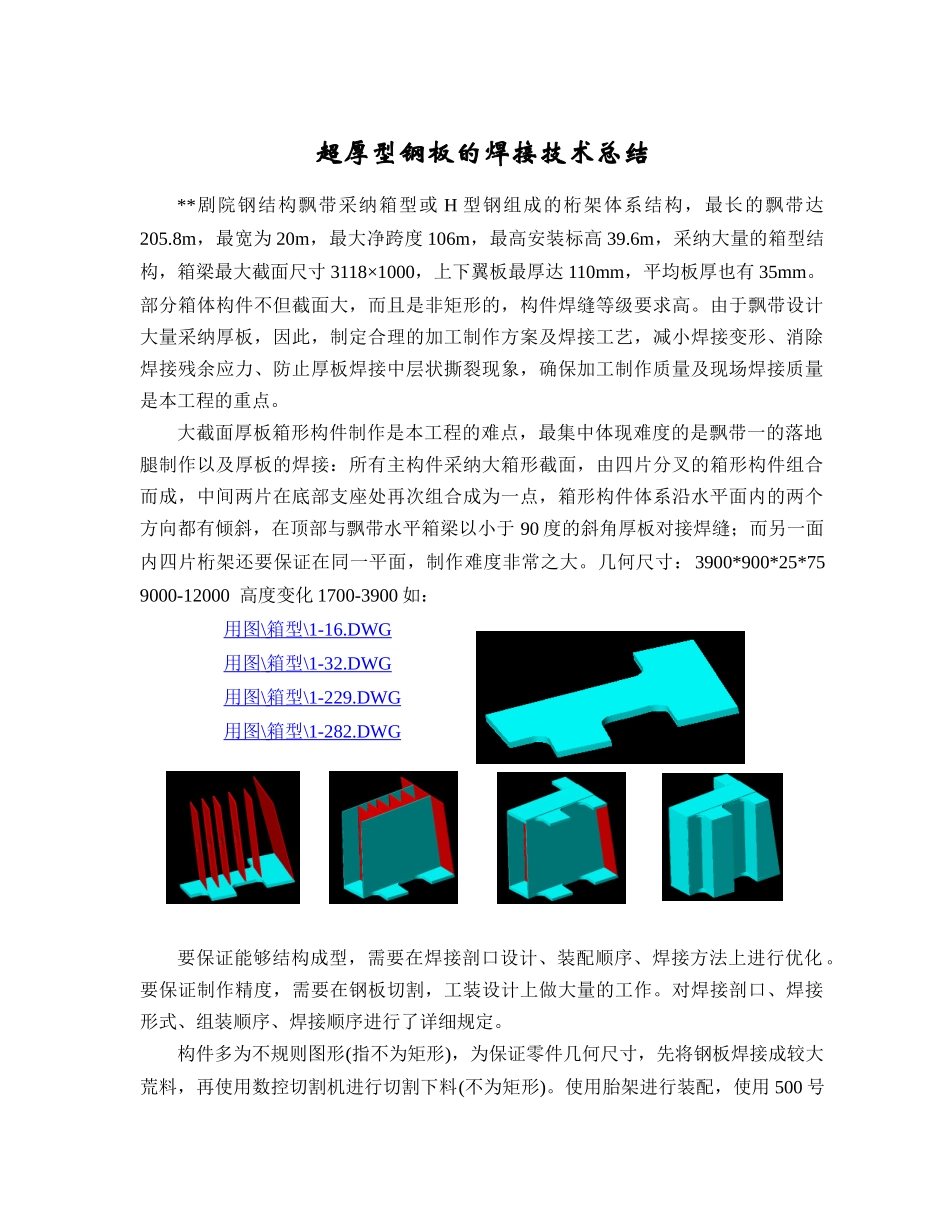
大截面厚板箱形构件制作是本工程的难点,最集中体现难度的是飘带一的落地腿制作以及厚板的焊接:所有主构件采纳大箱形截面,由四片分叉的箱形构件组合而成,中间两片在底部支座处再次组合成为一点,箱形构件体系沿水平面内的两个方向都有倾斜,在顶部与飘带水平箱梁以小于 90 度的斜角厚板对接焊缝;而另一面内四片桁架还要保证在同一平面,制作难度非常之大
几何尺寸:3900*900*25*75 9000-12000 高度变化 1700-3900 如:用图 \ 箱型 \1-16
DWG 用图 \ 箱型 \1-32
DWG 用图 \ 箱型 \1-229
DWG 用图 \ 箱型 \1-282
DWG 要保证能够结构成型,需要在焊接剖口设计、装配顺序、焊接方法上进行优化
要保证制作精度,需要在钢板切割,工装设计上做大量的工作
对焊接剖口、焊接形式、组装顺序、焊接顺序进行了详细规定
构件多为不规则图形(指不为矩形),为保证零件几何尺寸,先将钢板焊接成较大荒料,再使用数控切割机进行切割下料(不为矩形)
使用胎架进行装配,使用 500 号工字钢铺设平台,并将其测至水平,将腹板置于其上
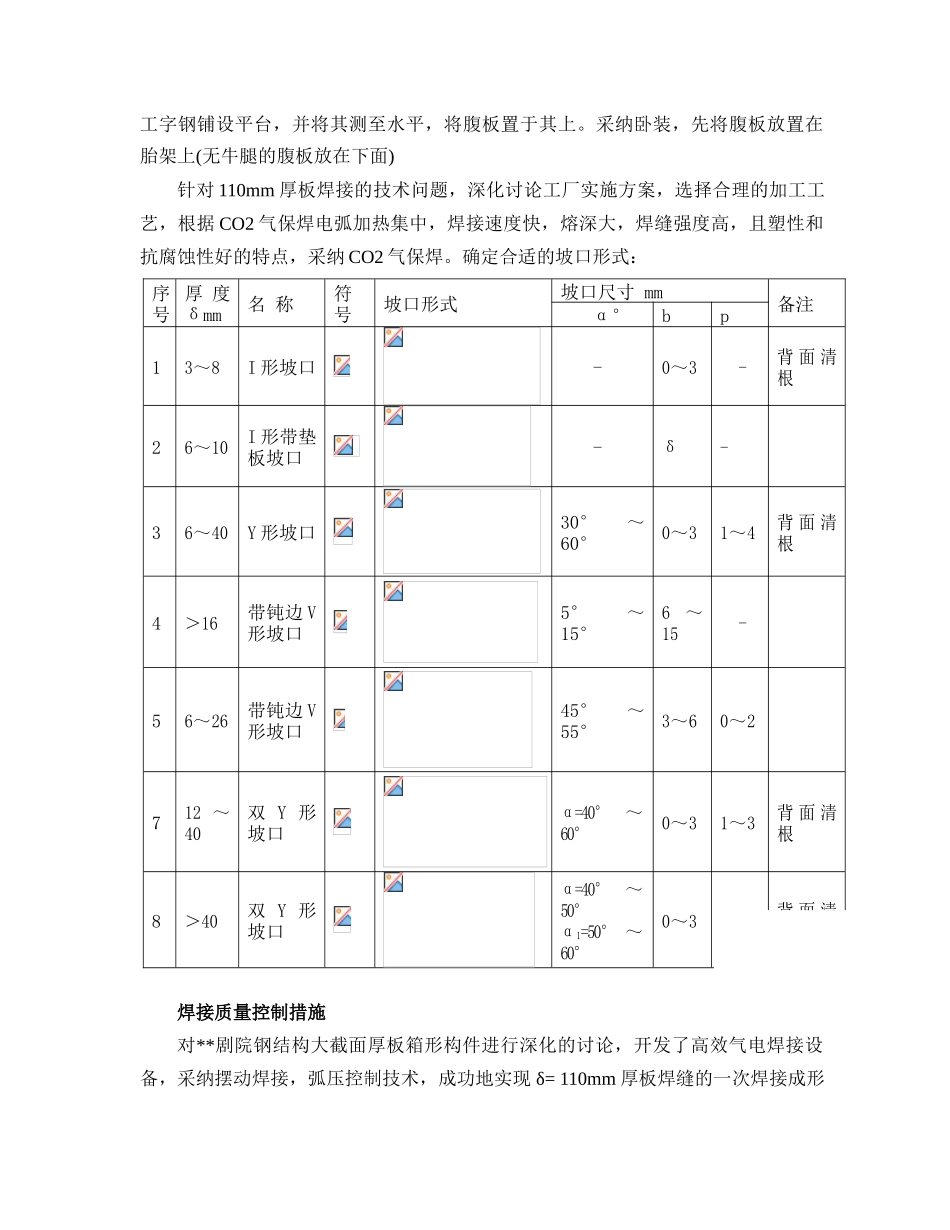
采纳卧装,先将腹板放置在胎架上(无牛腿的腹板放在下面)针对 110mm 厚板焊接的技术问题,深化讨论工厂实施方案,选择合