钢筋直螺纹作业指导书一、工程概况本工程结构物底板、框架柱、梁等构件主筋均采纳直螺纹连接,为了方便施工,特编制此作业指导书
二、编制依据1、《钢筋机械连接通用技术规程(JGJ107-2025)》 2、《钢筋剥肋滚轧直螺纹连接技术规程(DB50/5027-2025)》3、《土建结构设计总说明》三、施工方法本工程钢筋直螺纹连接采纳墩粗直螺纹和剥肋直螺纹连接两种方式
墩粗直螺纹依据国家标准《钢筋机械连接通用技术规程(JGJ107-2025)》,剥肋直螺纹依据重庆地方标准《钢筋剥肋滚轧直螺纹连接技术规程(DB50/5027-2025)》
1、墩粗直螺纹1
1 施工准备(1)材料准备 钢筋所有检验结果均应符合现行法律规范的规定和设计要求
连接套筒应有出厂合格证,一般为低合金钢或优质碳素结构钢,其抗拉承载力标准值应大于或等于被连接钢筋的受拉承载力标准值的 1.20 倍
套筒表面要标注被连接钢筋的直径和型号
运输、储存过程中,要防止锈蚀和玷污
(2)翻样 钢筋翻样时应考虑以下问题:接头位置要布置在受力较小的区段;邻近钢筋的接头宜适当错开,以方便操作;防止在钢筋密集区段,造成套筒间横向净距离难以满足大于 25mm 要求
针对待接钢筋的实际情况选择套筒型号、丝扣方向,并及时调整因下料、镦粗、加工丝纹、随机切断抽样检验中被切短了的钢筋及镦粗所预留的长度
2 工艺流程 切割下料→液压镦粗→加工螺纹→安装保护套→做标识→分类堆放→现场安装
3 接头施工 (1)切割下料 对端部不直的钢筋要预先调直,切口的端面应与轴线垂直,不得有马蹄形或挠曲,刀片式切断机和氧气吹割都无法满足加工精度要求,通常只有采纳砂轮切割机按配料长度逐根切割
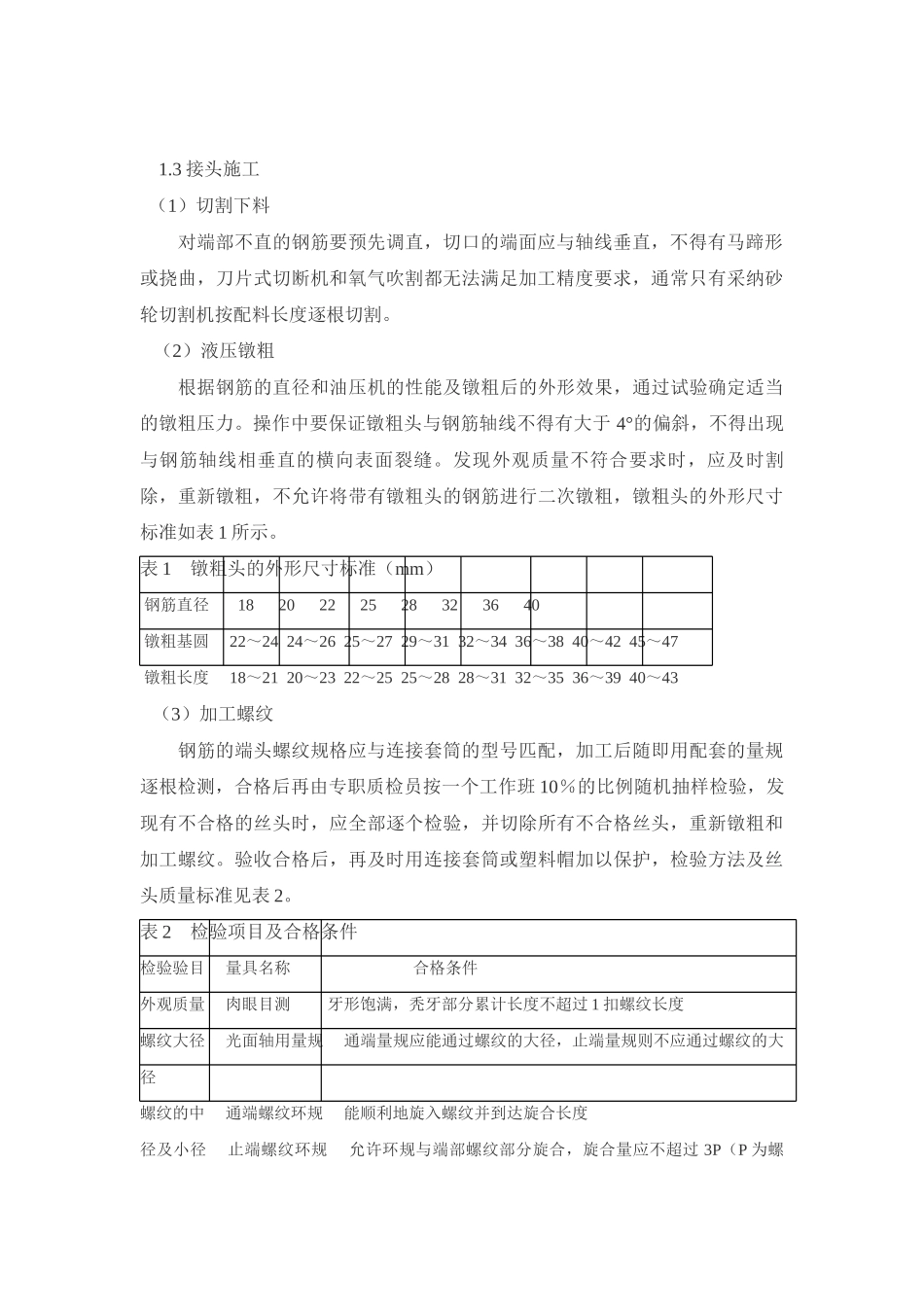
(2)液压镦粗 根据钢筋的直径和油压机的性能及镦粗后的外形效果,通过试验确定适当的镦粗压力
操作中要保证镦粗头与钢筋轴线不得有大于 4°的偏斜,不得出现与钢筋轴