工艺标准图名称钢管丝扣连接施工工艺标准(焊接、镀锌、衬塑、涂塑钢管)编号JWA-JPS-005工艺流程:断管—清理—套丝—连接—清理—防腐标准参考图标准要求① 钢管切割时应保持切割片与管道垂直
衬塑钢管等复合钢管切割不能采纳砂轮切割机或套丝机切割,应采纳手锯、电动带锯或厂家配套的专用切割机,切断口应进行必要的胶粘补塑与防腐处理
② 使用专用锉刀将毛刺完全除净,并在管口端面形成一定坡面
③ 加工管螺纹的套丝机必须带有自动度量设备,螺纹的加工做到端正、清楚、完整光滑,不得有毛刺、断丝,缺丝总长度不得超过螺纹长度的 10%
加工次数为 1~4 次不等
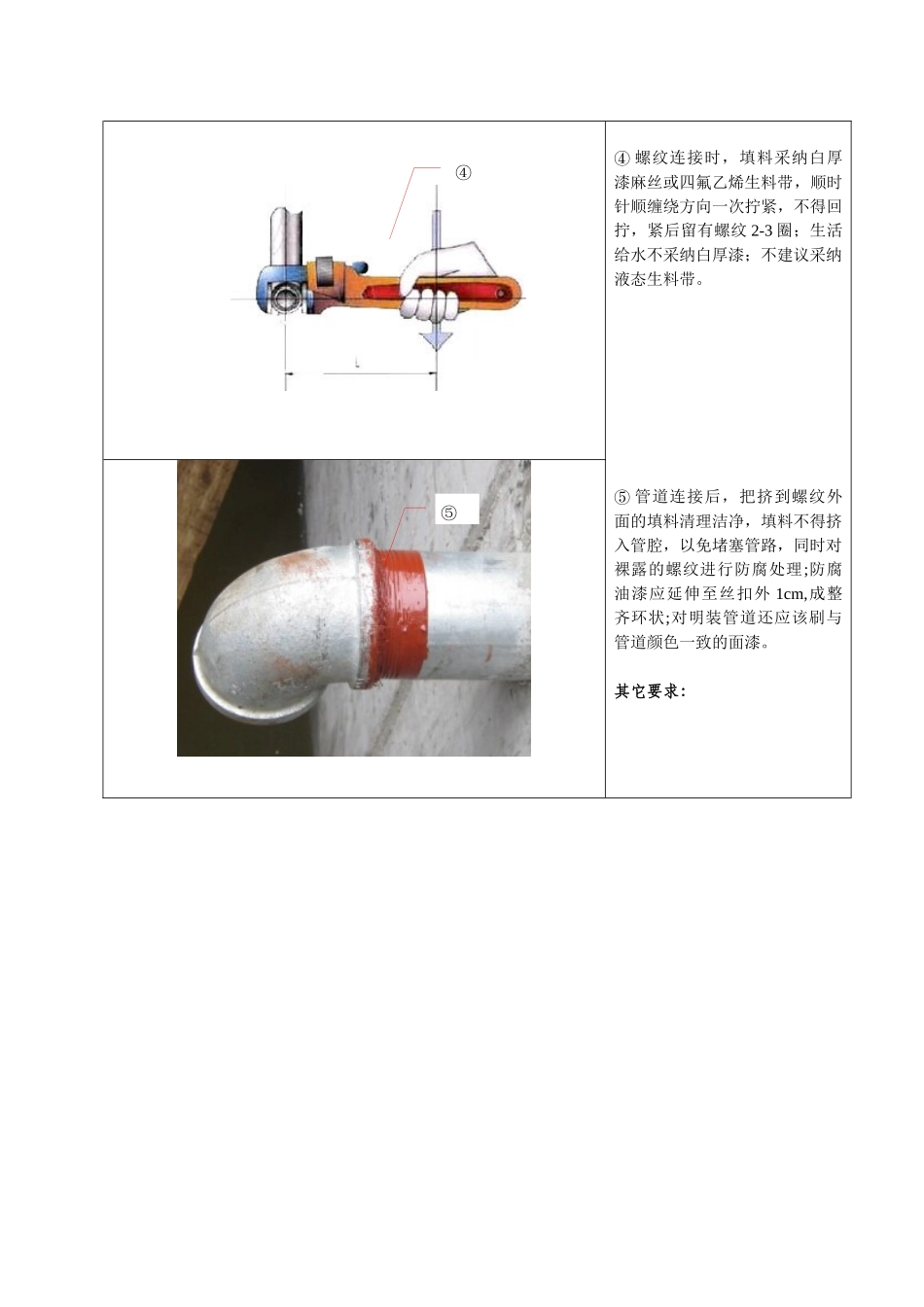
管径 15~32mm 套 2 次 ; 管 径40~50mm 套 3 次 ; 管 径 70mm以上套 3~4 次;②①③④ 螺纹连接时,填料采纳白厚漆麻丝或四氟乙烯生料带,顺时针顺缠绕方向一次拧紧,不得回拧,紧后留有螺纹 2-3 圈;生活给水不采纳白厚漆;不建议采纳液态生料带
⑤ 管道连接后,把挤到螺纹外面的填料清理洁净,填料不得挤入管腔,以免堵塞管路,同时对裸露的螺纹进行防腐处理;防腐油漆应延伸至丝扣外 1cm,成整齐环状;对明装管道还应该刷与管道颜色一致的面漆
其它要求:④⑤