工艺标准图名称镀锌钢管卡箍连接施工工艺标准(镀锌、衬塑、涂塑钢管等)编号JWA-JPS-007工艺流程:断管—清理—压槽—放胶圈—安装沟槽—组对—涂润滑剂—安装卡箍—拧紧螺母标准参考图标准要求① 钢管切割时应保持切割片与管道垂直
衬塑钢管等复合钢管切割不能采纳砂轮切割机切割,应采纳手锯、电动带锯或厂家配套的专用切割机
② 切断口应进行必要的胶粘补塑与防腐处理
使用专用锉刀将毛刺完全除净
③ 地面平整,压槽机稳定、可靠;④ 钢管和压槽机平台在同一个水平面上,要有能调整高度的固定式支撑尾架
⑤ 压槽时手压泵手柄均匀缓慢下 压 , 每 次 手 柄 行 程 不 超 过0
2mm,钢管转动一周,一直压到压槽机上限位螺母到位为止,然后让机械再转动两周以上,以保证壁厚均匀;管道应保持水平,且与压槽机驱动轮挡板呈 90°,压槽时应保持持续渐进;衬塑钢管等复合钢管滚槽应采纳厂家配套的专用滚槽机; 检查压好的沟槽尺寸,如不符合规定,再微调,进行第二次压槽,再一次检查沟槽尺寸,以达到规定的标准尺寸
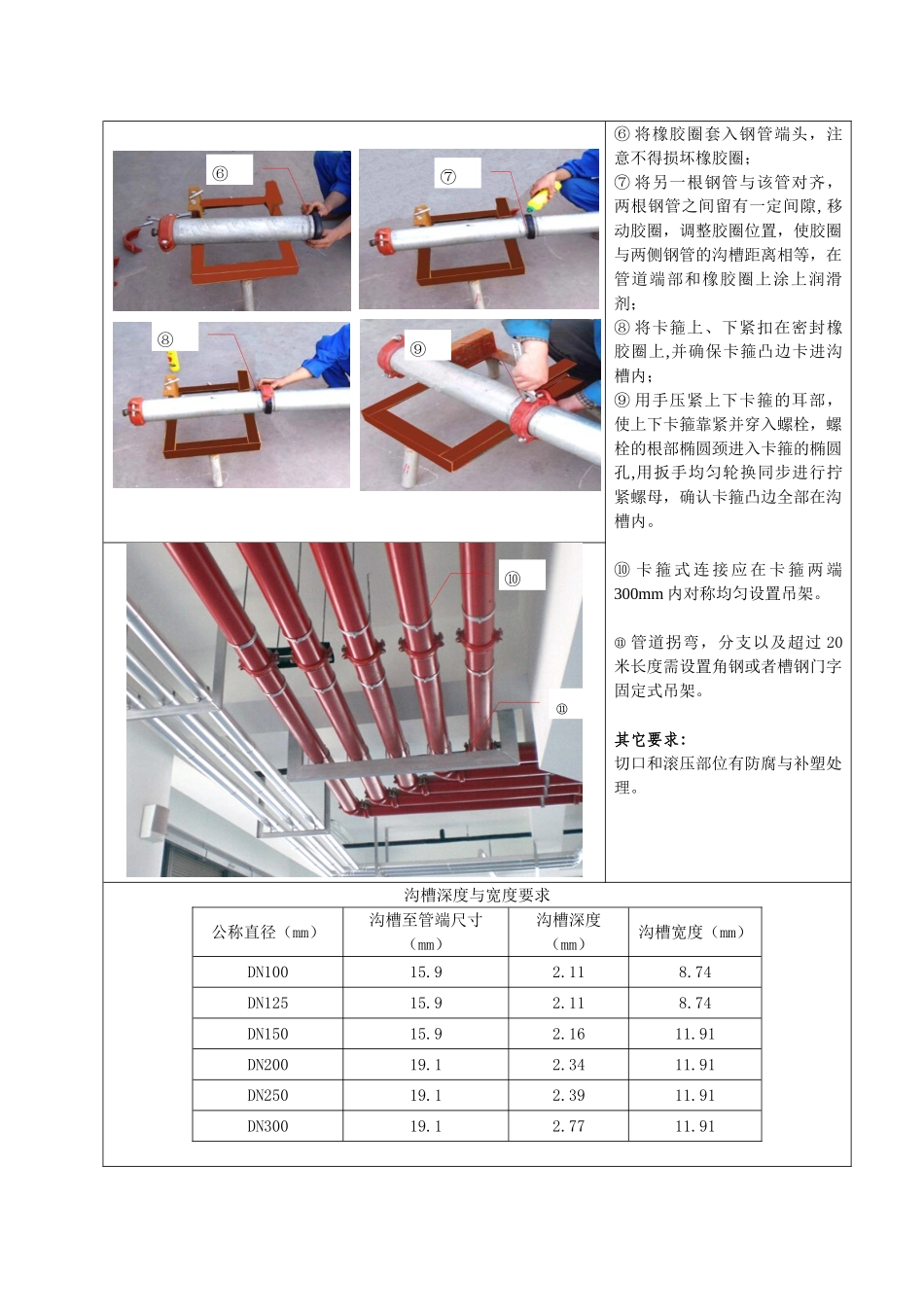
①②③④⑤⑥ 将橡胶圈套入钢管端头,注意不得损坏橡胶圈;⑦ 将另一根钢管与该管对齐,两根钢管之间留有一定间隙, 移动胶圈,调整胶圈位置,使胶圈与两侧钢管的沟槽距离相等,在管道端部和橡胶圈上涂上润滑剂;⑧ 将卡箍上、下紧扣在密封橡胶圈上,并确保卡箍凸边卡进沟槽内;⑨ 用手压紧上下卡箍的耳部,使上下卡箍靠紧并穿入螺栓,螺栓的根部椭圆颈进入卡箍的椭圆孔,用扳手均匀轮换同步进行拧紧螺母,确认卡箍凸边全部在沟槽内
⑩ 卡 箍 式 连 接 应 在 卡 箍 两 端300mm 内对称均匀设置吊架
⑪ 管道拐弯,分支以及超过 20米长度需设置角钢或者槽钢门字固定式吊架
其它要求:切口和滚压部位有防腐与补塑处理
沟槽深度与宽度要求公称直径(mm)沟槽至管端尺寸(mm)沟槽深度(mm)沟槽宽度(mm)DN10015