EVA 加工成型工艺条件(1)注射成型工艺机器 活塞或螺杆式均可机筒温度 120 度~180 度 模具温度 20 度~40 度 注射压力 60MPa (随不同型号的 EVA 而变)成型周期 40~70S树脂温度 185 度~195 度(2)挤出成型工艺(片材)机器通用∲65μm 挤出机机筒温度 110 度~145 度机头温度 130 度~145 度牵引辊温度 30 度~60 度冷却辊温度 30 度~40 度(3)中空成型工艺(以∲40μm 螺杆挤出机的中空成型条件)机筒温度分三段为 100 度 130 度 140 度机头温度 140 度模具温度 20 度~25 度树脂温度 150 度压缩空气力 400~500kPa闭模压力 2
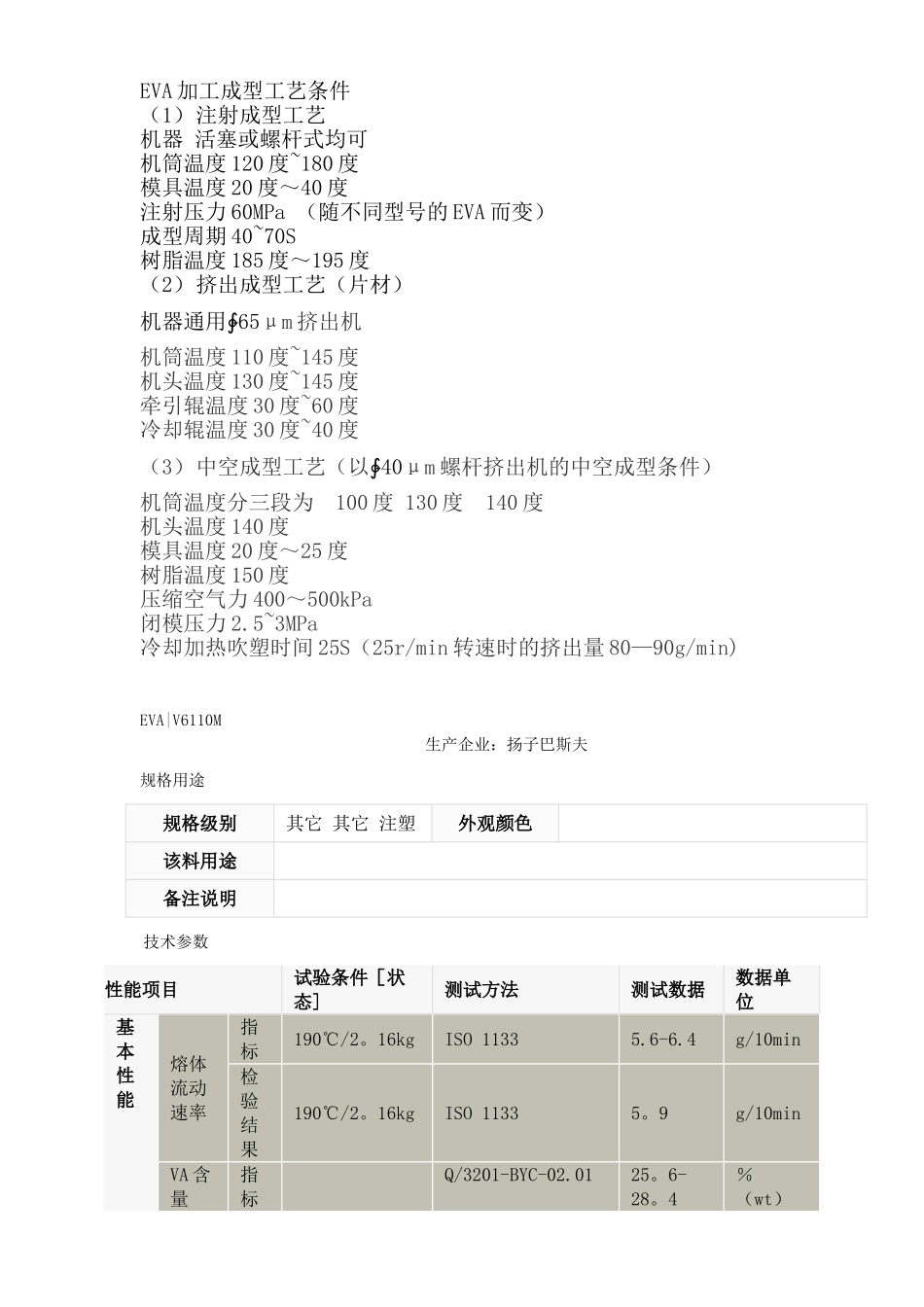
5~3MPa冷却加热吹塑时间 25S(25r/min 转速时的挤出量 80—90g/min)EVA|V6110M生产企业:扬子巴斯夫规格用途规格级别其它 其它 注塑外观颜色该料用途备注说明技术参数性能项目试验条件[状态]测试方法测试数据数据单位基本性能熔体流动速率指标190℃/2
16kgISO 11335
4g/10min检验结果190℃/2
16kgISO 11335
9g/10minVA 含量指标Q/3201-BYC-02
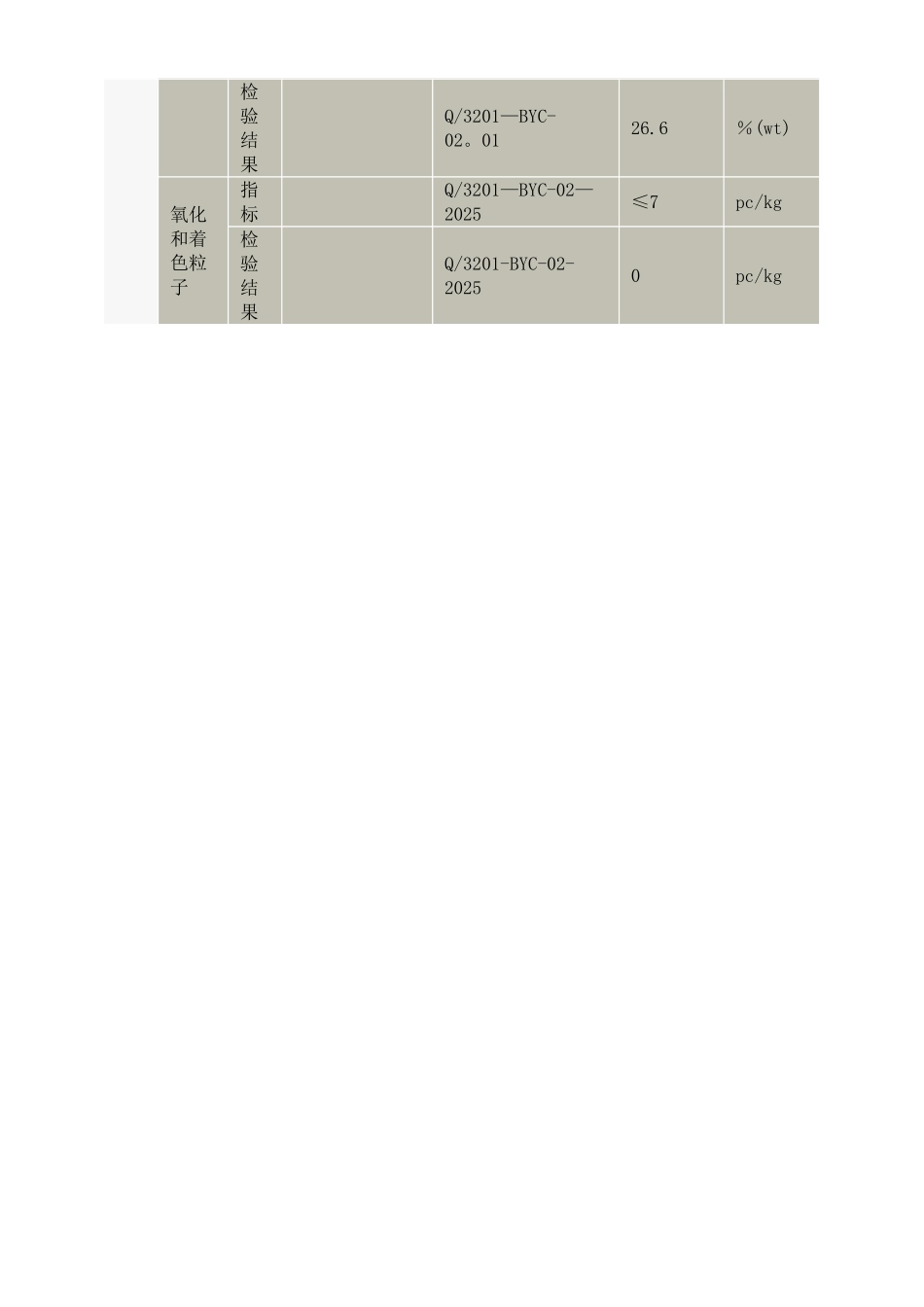
4%(wt)检验结果Q/3201—BYC-02
6%(wt)氧化和着色粒子指标Q/3201—BYC-02—2025≤7pc/kg检验结果Q/3201-BYC-02-20250pc/kg