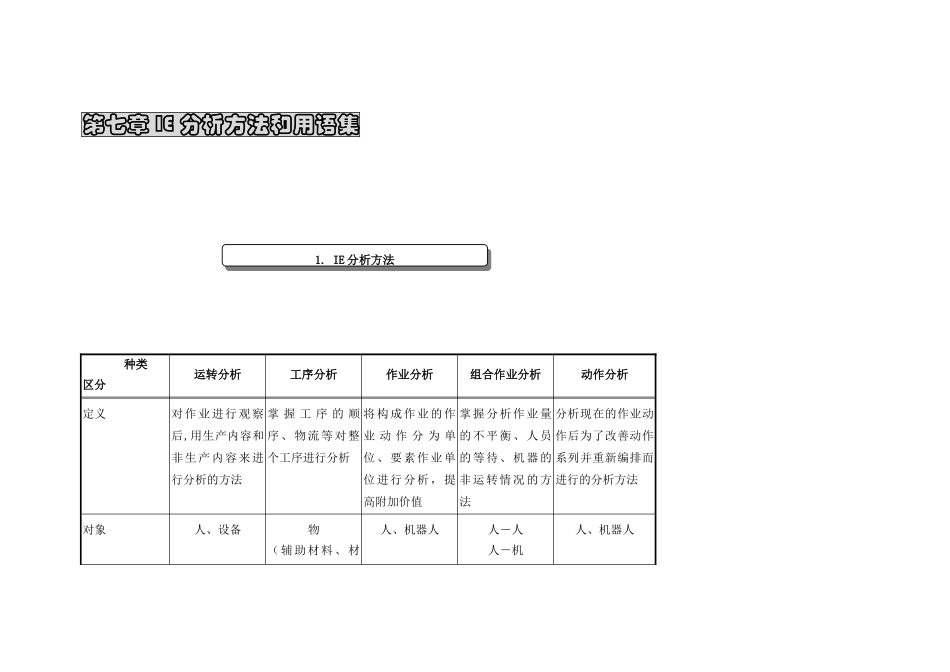
第七章 IE 分析方法和用语集 种类区分运转分析工序分析作业分析组合作业分析动作分析定义对作业进行观察后,用生产内容和非生产内容来进行分析的方法掌 握 工 序 的 顺序、物流等对整个工序进行分析将构成作业的作业 动 作 分 为 单位、要素作业单位进行分析,提高附加价值掌握分析作业量的不平衡、人员的等待、机器的非运转情况的方法分析现在的作业动作后为了改善动作系列并重新编排而进行的分析方法对象人、设备物(辅助材料、材人、机器人人-人人-机人、机器人1
IE 分析方法1
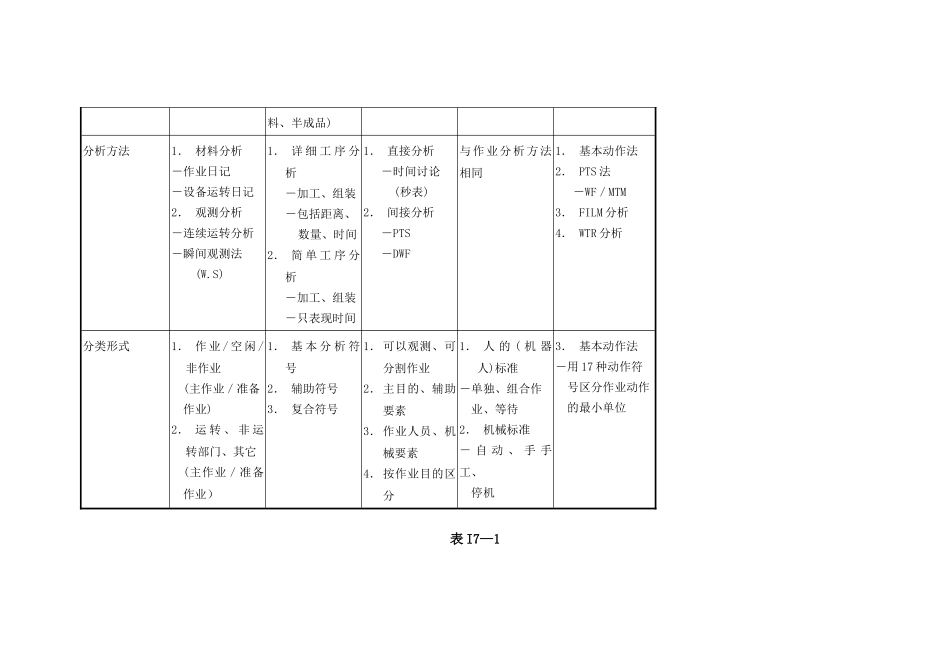
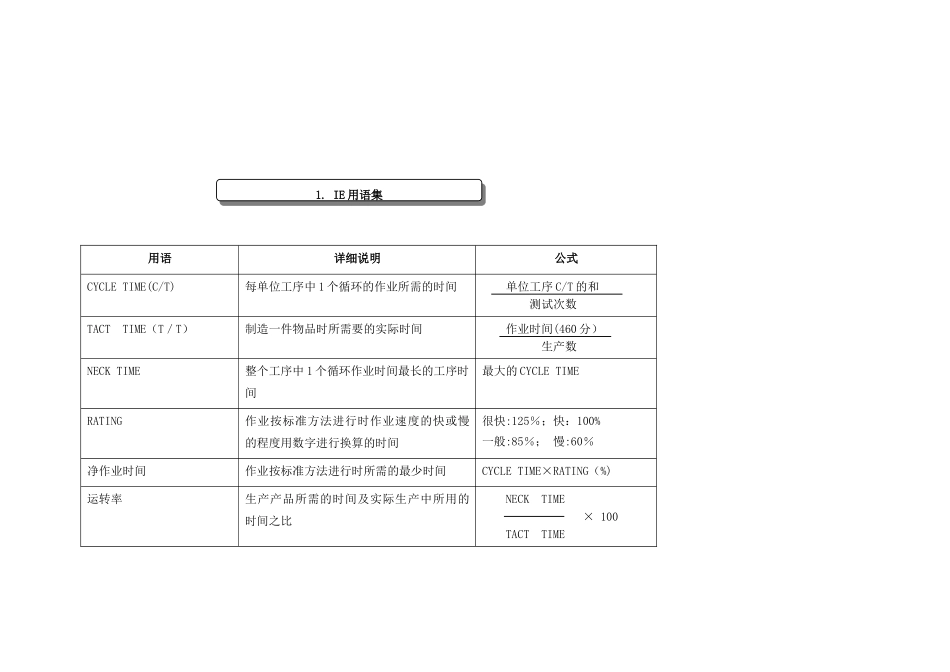
IE 分析方法料、半成品)分析方法1. 材料分析-作业日记-设备运转日记2. 观测分析-连续运转分析-瞬间观测法(W
S)1. 详 细 工 序 分析-加工、组装-包括距离、数量、时间2. 简 单 工 序 分析-加工、组装-只表现时间1. 直接分析-时间讨论(秒表)2. 间接分析-PTS-DWF与作业分析方法相同1. 基本动作法2. PTS 法-WF/MTM3. FILM 分析4. WTR 分析分类形式1. 作 业 / 空 闲 /非作业(主作业/准备作业)2. 运 转 、 非 运转部门、其它(主作业/准备作业)1. 基 本 分 析 符号2. 辅助符号3. 复合符号1.可以观测、可分割作业2.主目的、辅助要素3.作业人员、机械要素4.按作业目的区分1. 人 的 ( 机 器人)标准-单独、组合作业、等待2. 机械标准- 自 动 、 手 手工、停机3. 基本动作法-用 17 种动作符号区分作业动作的最小单位表 I7—1用语详细说明公式CYCLE TIME(C/T)每单位工序中 1 个循环的作业所需的时间 单位工序 C/T 的和 测试次数TACT TIME(T/T)制造一件物品时所需要的实际时间作业时间(460 分) 生产数NECK TIME整个工序中 1 个循环作业时间最长的工序时间最大的 CYCLE TIMERAT