大小孔偏调整作业流程一、 机台水平确认:1
1 静态水平:之要求±0
02mm/m1
2 动态水平:一般装机用之空跑程序设定 UP,30mm DN,24mm Up 及 Dn 的设定相差 6mm 即可
F(进刀速):9m/minU(退刀速):25
4m/min1
3 依下列顺序将水平螺丝锁紧1→2→3→4→5→6→7→8→9→10锁紧后以千分表量测每点的震动数据,建议调整震动于 20um 以下
日立标准(10um)二、 Z 轴相关精度点检2
1 压力脚之大小轴衬请使用原厂铜轴衬(强烈要求)
2 Z 轴原点之确认针尖到轴衬底端 1mm±0
1mm 相当重要)
3 SPINDLE 高度确认
4φ200 之精度要求±50um (最佳状况态调整于±30um 以内)2
5 确认压力脚 Cylinder 确认是否耗损
将压力脚拆下后按 PF 确认左右 Cylinder 上下动作是否一致,如没有可调整 Cylinder 进出 air 量,如调整后仍不行则需更换左右Cylinder
6 确认压力脚之万向接头间隙
一般新品间隙在 30um 以内,一般的要求在 200um 以内(最佳状况 100um 以内)如超出请立即更换
7 压力脚平衡,左右公差±50um 以内
7 PV CHECK 之确认大径及小径之相关要求如下N TYPE 下降量 J,Z—45Mb、Q TYPE 下降量 J,Z-5 (确认) J,Z—15(测量)轴衬 \ 范围最小值最大值标准轴衬110(N) 150(N)小径轴衬60(N)90(N)钻针 φ0
15mm 80(N)钻针 φ0
2mm 以上 90(N)标准轴衬请调整在 130(N)左右,大厂(皆加工 BGA 板)小径轴衬请调整在 75(N)左右 ex 景硕、PPT,代加工厂可调整在 85(N)左右
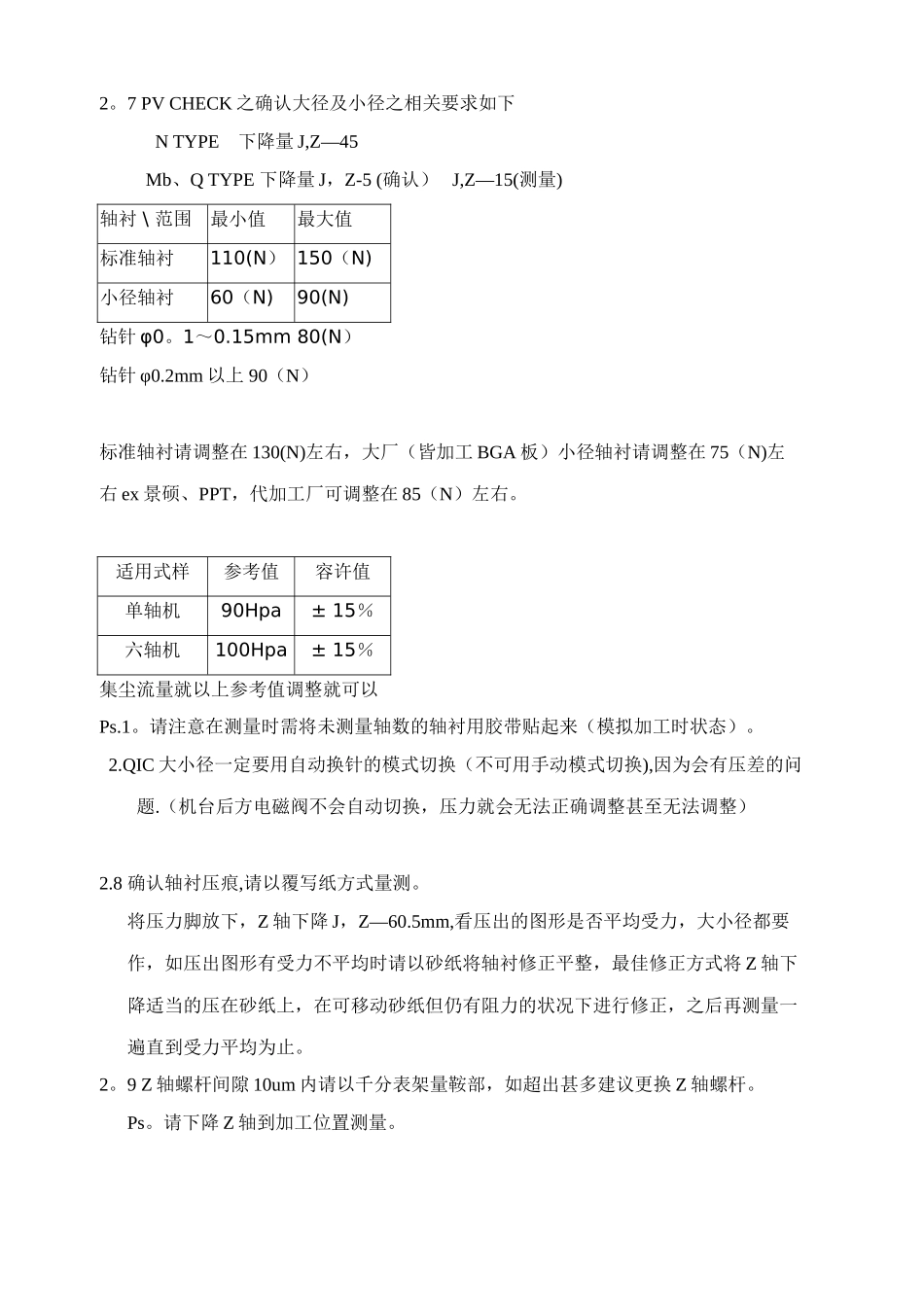
适用式样参考值容许值单轴机